

血管支架置入的介入治療是心血管狹窄和堵塞普遍采用的治療方法,但支架的傳統制造方法如激光切割等工藝復雜且無法制造分叉支架等復雜結構,而三維(3D)打印技術為復雜結構及個性化血管支架制造提供了新的思路。本文采用3D打印技術和0~10 μm的316L不銹鋼粉末材料打印制作了一種新型血管支架,對打印完成的血管支架進行電解拋光以去除支架表面粘附的粉末,并對拋光后的支架進行了球囊擴張及平面壓縮實驗。結果表明,本文設計的新型結構血管支架可采用3D打印技術制備;電解拋光去除了粘附的粉末,使支架表面粗糙度Ra由1.36 μm降低到了0.82 μm;拋光后的支架在球囊壓力下外徑由2.42 mm擴張到3.63 mm時的軸向縮短率為4.23%,卸載后徑向回彈率為2.48%;支架的徑向支撐力為8.32 N。3D打印血管支架可通過電解拋光去除表面粉末改善表面質量,并具有良好的擴張表現及徑向支撐性能,為3D打印血管支架的實際應用提供了參考依據。
引用本文: 陳志昂, 苗京濤, 汪琪龍, 黃素霞, 曹晶晶, 李河宗, 趙利果, 袁江永. 三維打印316L不銹鋼血管支架的電解拋光及力學性能. 生物醫學工程學雜志, 2023, 40(3): 552-558. doi: 10.7507/1001-5515.202211078 復制
版權信息: ?四川大學華西醫院華西期刊社《生物醫學工程學雜志》版權所有,未經授權不得轉載、改編
0 引言
心血管疾病在我國城鎮和鄉村居民中引起的死亡占比分別為43.56%和45.91%[1],該病主要由動脈粥樣硬化造成,是血液中的脂質聚集、纖維增生、鈣質沉積和平滑肌細胞的過度增生導致血管壁增厚變硬,進而造成血管狹窄阻礙了血液的正常流通[2]。血管狹窄治療方法主要分為藥物治療、外科手術治療和介入治療,血管支架置入的介入治療是目前普遍采用的治療方法[3]。血管支架的制造方式以預制管激光切割為主,但這種方式無法適配患者千差萬別的病癥,而且熱加工產生的條紋、重鑄層、微裂紋、殘余拉伸和熔渣等熱損傷,會降低支架生物相容性,易造成炎癥和再狹窄等并發癥[4]。三維(three-dimensional,3D)打印技術可以根據病灶部位特征設計制造專屬支架,不需要預制細管及激光切割等復雜工藝,且未利用的材料可二次使用,為血管支架制造提供了新思路。
Veerubhotla等[5]采用3D打印技術制造了數百微米厚的三種水凝膠生物可降解血管支架,且具有足夠的機械強度。Wen等[6]和Demir等[7]采用激光選區熔融的3D打印技術分別制造了金屬鋅和鈷鉻合金的血管支架,但對于支架力學性能等未做進一步的研究。Finazzi等[3]使用激光選區熔融的3D打印技術制造了鈷鉻合金支架,進行了支架的電解拋光及后續的球囊擴張實驗,支架在球囊壓力0~8 bar下擴張沒有發生斷裂,表現出了良好的擴張性能。陳姍姍等[8]對金屬血管支架的臨床應用進行了分析,指出316L不銹鋼因力學性能優異、易加工及生物相容性好而被廣泛用作血管支架材料。劉磊等[9]研究了金屬支架激光切割工藝,結果表明采用316L不銹鋼材料時,其切割面上粘附的熔渣顆粒容易通過酸洗而去除。
本文設計了一種新型血管支架,選用成本較低且粘附顆粒易去除的316L不銹鋼粉末,采用激光選區熔融的3D打印技術制備,通過酸洗后的電解拋光去除表面粘附顆粒,提高表面光潔度,并且進行了球囊擴張實驗以評估拋光后支架的擴張性能及徑向回彈率和軸向縮短率,以及平面壓縮實驗以檢測支架徑向支撐性能。
1 實驗方案
1.1 血管支架制備
1.1.1 支架的設計
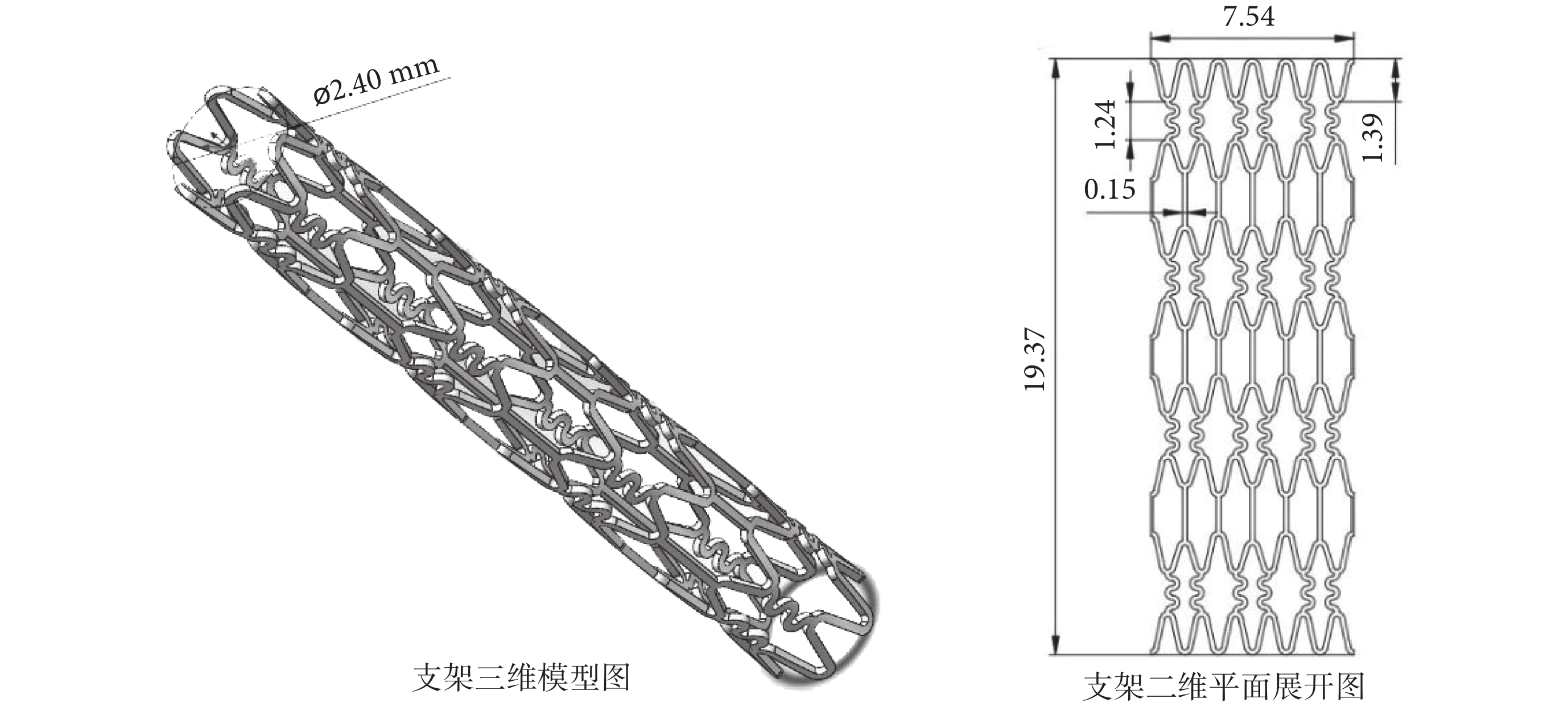
血管支架通常由支撐環和連接筋兩部分組成,支撐環為血管支架在血管內提供徑向支撐力,連接筋將相鄰的支撐環進行連接且會影響支架柔順性。血管支架能否在血管內服役,徑向支撐力是重要評定因素。本文所設計支架的支撐環采用6個3組支撐單元交錯排列的形式,每組支撐單元包含2個高度不同的支撐結構[10-11],支架兩端支撐環為等高結構。連接筋采用直筋與彎曲筋沿軸向間隔分布的形式。直筋結構簡單,但在支架擴張過程中不易沿軸向變形,從而使支撐環在擴張時引起的支架軸向縮短明顯;彎曲筋可以降低支架擴張時的軸向縮短。根據激光選區熔融的3D打印工藝要求:懸垂距離不超過1 mm,傾角不超過45°,橋接距離不超過4 mm[12];同時考慮激光選區熔融技術的打印精度,支架筋寬設計為0.15 mm,壁厚0.15 mm;軸向長度為19.37 mm,外徑2.4 mm,支架結構模型如圖1所示。
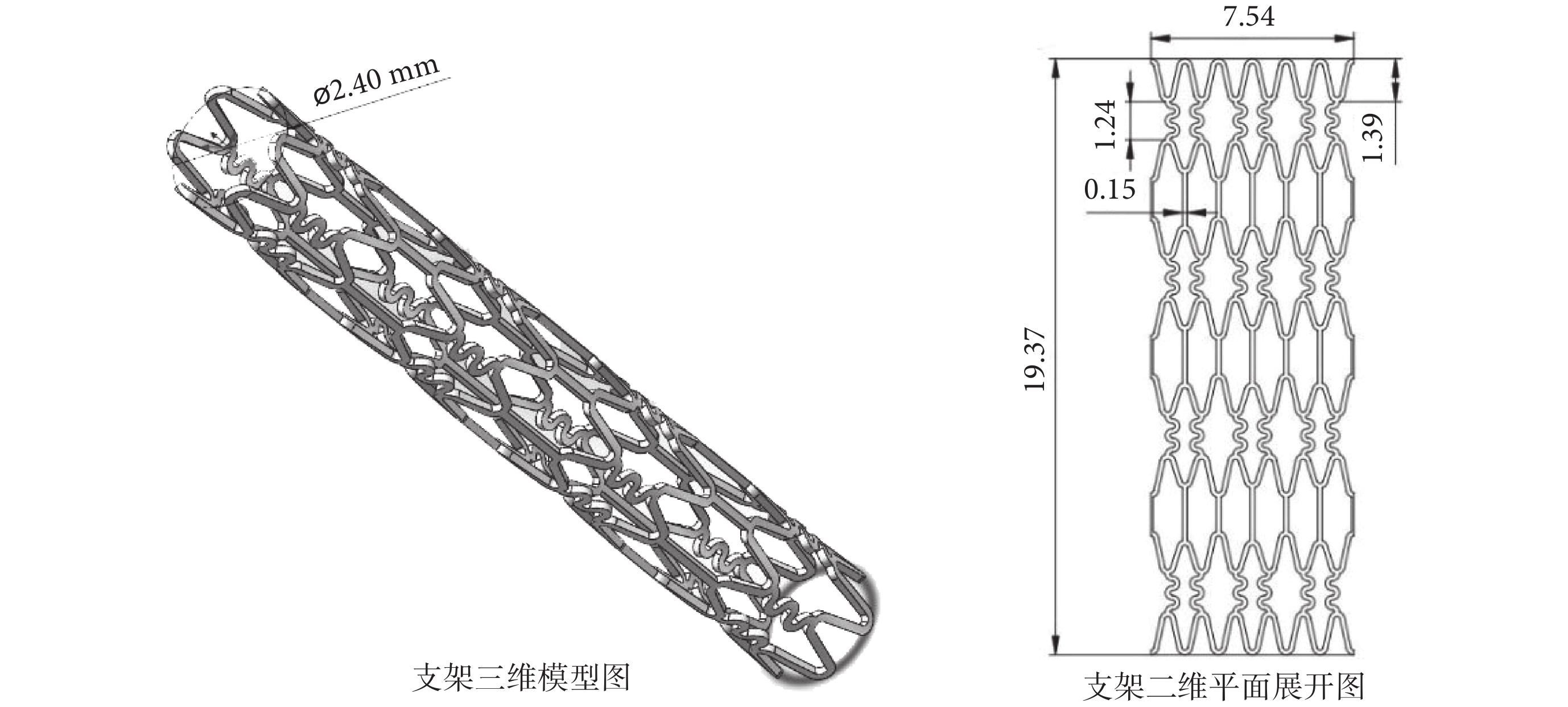 圖1
支架結構模型圖
Figure1.
Stent structure model diagram
圖1
支架結構模型圖
Figure1.
Stent structure model diagram
1.1.2 支架的打印
使用金屬3D打印機(琛維,AIXWAY Precision 100,德國),采用同心圓掃描策略,使激光束沿著預定的軌跡運動,獲得所設計的血管支架。3D打印參數為激光功率200 W、光斑尺寸25 μm、打印速度1 200 mm/s、鋪粉厚度10 μm、316L不銹鋼粉末粒徑0~10 μm。為防止打印過程中的氧化,采用氬氣為保護氣體。
1.1.3 金相組織試樣制備
對打印完成的血管支架進行鑲嵌、研磨、拋光,并做腐蝕處理以觀察金相組織。腐蝕液為HF∶HNO3∶H2O=20∶10∶70,腐蝕方式為腐蝕面向上并完全浸入腐蝕液中浸泡30 min,然后用飽和碳酸鈉溶液清洗2~3 min以中和酸性,再用無水乙醇清洗,最后用熱風吹干[13]。
1.2 支架的拋光
血管支架的表面質量是支架應用的重要指標,良好的表面質量可以降低支架植入中的再狹窄風險,打印完成的支架表面粘附有粉末顆粒,可以通過電解拋光去除從而降低支架表面粗糙度。其具體步驟如下:
(1)支架酸洗:酸洗可以去除表面雜質和氧化物,且能夠活化金屬表面以利于拋光過程。酸洗液成分為HF∶HNO3∶H2O=3∶9∶88[14]。實驗中將支架浸泡在40 ℃恒溫水浴的酸洗液中20 min,然后用去離子水超聲清洗5 min,取出自然風干后進行電解拋光。
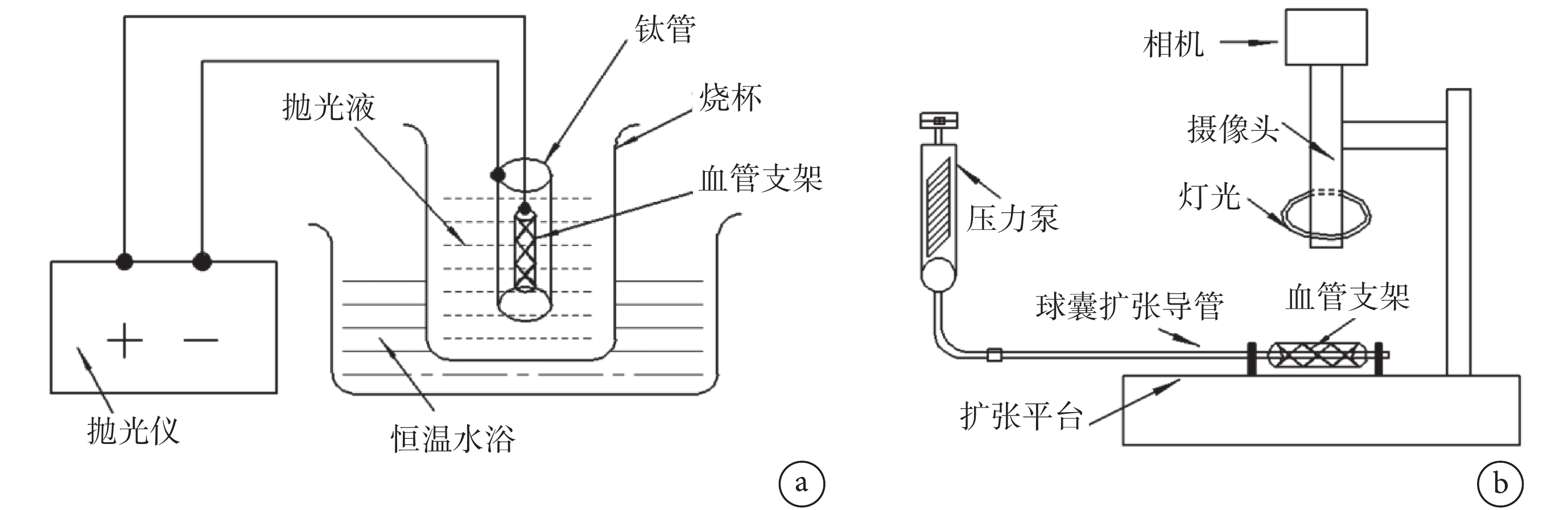
(2)支架拋光:采用EP-06型電解拋光腐蝕儀對支架進行電解拋光,其裝置示意圖如圖2a所示:支架作為陽極接電源正極,使用鈦管作為陰極接電源負極。由于支架是柱狀鏤空結構,為消除陰陽極形狀差異對拋光的影響,使支架拋光更均勻,陰極選用厚度3 mm、內徑為82.4 mm鈦管。為保證支架和鈦管內表面距離為40 mm[15],在鈦管上部固定了圓形透明塑料卡片,并將支架固定在鈦管軸線上,確保電解拋光時支架軸線位于陰極鈦管的中心,鈦管長度大于支架長度。電解拋光在70 ℃恒溫水浴下進行,拋光液成分為H2SO4∶H3PO4∶H2O=35∶45∶20[16-17],電壓10 V,拋光時間15 s。
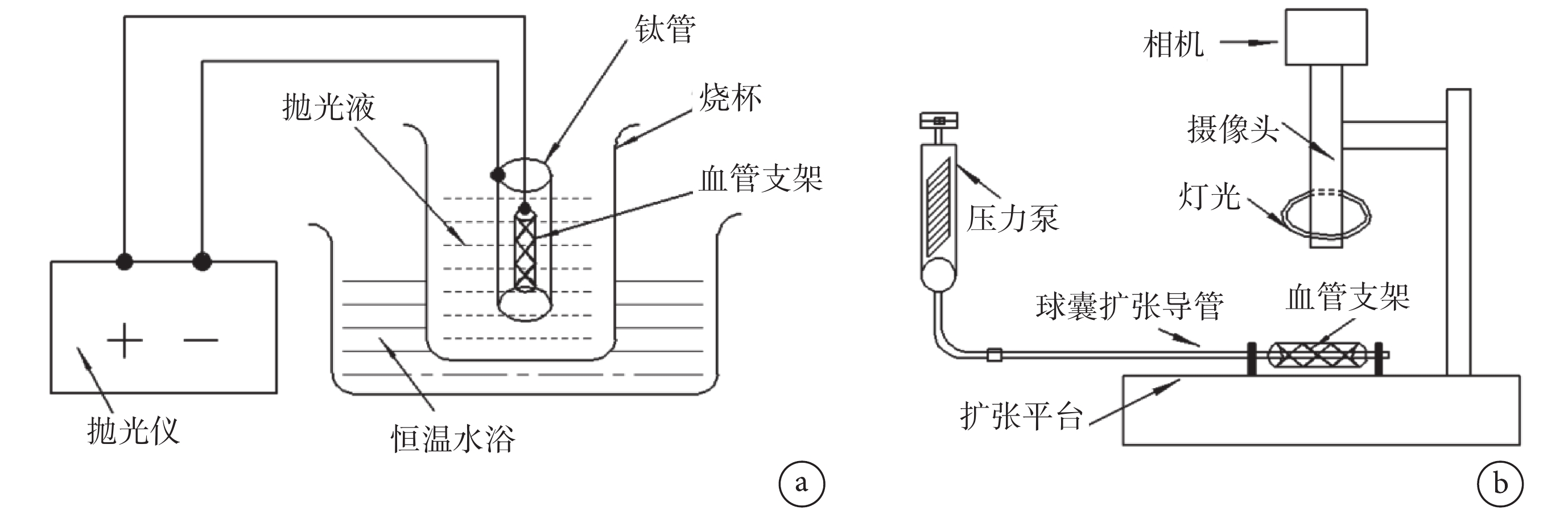 圖2
實驗裝置示意圖
圖2
實驗裝置示意圖
a. 電解拋光;b. 球囊擴張
Figure2. Schematic diagram of experimental devicea. electrolytic polishing; b. balloon expansion
(3)使用掃描電鏡(日立HITACHI,SU8200,日本)和3D表面輪廓儀(中圖儀器,Sper View W1,中國)對拋光后支架的表面形貌和粗糙度進行分析測量。
1.3 支架的球囊擴張
使用球囊擴張導管(江蘇常美醫療器械有限公司,PB-20E-0420,中國)和壓力泵(江蘇常美醫療器械有限公司,BI-20A-10,中國)對支架進行擴張,其中球囊工作壓力為8 bar,最大耐壓為10 bar,球囊最大擴張直徑為4 mm,并使用立體顯微鏡(HW4K,深圳市顯微精工科技有限公司,中國)記錄支架的擴張過程,其實驗裝置示意圖如圖2b所示。支架外徑由2.4 mm擴張到3.6 mm左右過程中,球囊內壓每增加1 bar,測量一次支架的幾何尺寸,包括支架兩端及中間直徑和支架長度。本研究對三個電解拋光后的支架進行了擴張實驗。
1.4 支架的徑向支撐
支架的徑向支撐性能是其重要性能指標,測試方法有平面壓縮法、V型槽壓縮法和徑向壓縮法。徑向壓縮法可以直接表達支架外徑與所受載荷的關系,但設備復雜且扇形塊摩擦影響精度,平面壓縮法和V型槽壓縮法所需設備簡單,成本低精度高,其中平面壓縮法更適合用于不同外徑、不同結構的支架,同時三種測試方法得到的載荷-位移曲線整體趨于一致[18],因此本試驗采用平面壓縮法測試支架的徑向支撐性能。實驗儀器為高精度生物力學試驗機(ElectroForce Systems Group,ElectroForce 3200 Series,美國),球囊擴張后的血管支架放置在支撐板上,其中上壓板以0.15 mm/min的速率向下壓縮,獲得支架平面壓縮實驗的載荷-位移曲線。同時采用激光切割方法制作了本文所設計的支架,進行球囊擴張及后續的平面壓縮實驗,與3D打印支架的徑向支撐性能進行對比。
2 結果
2.1 3D打印血管支架
2.1.1 3D打印血管支架
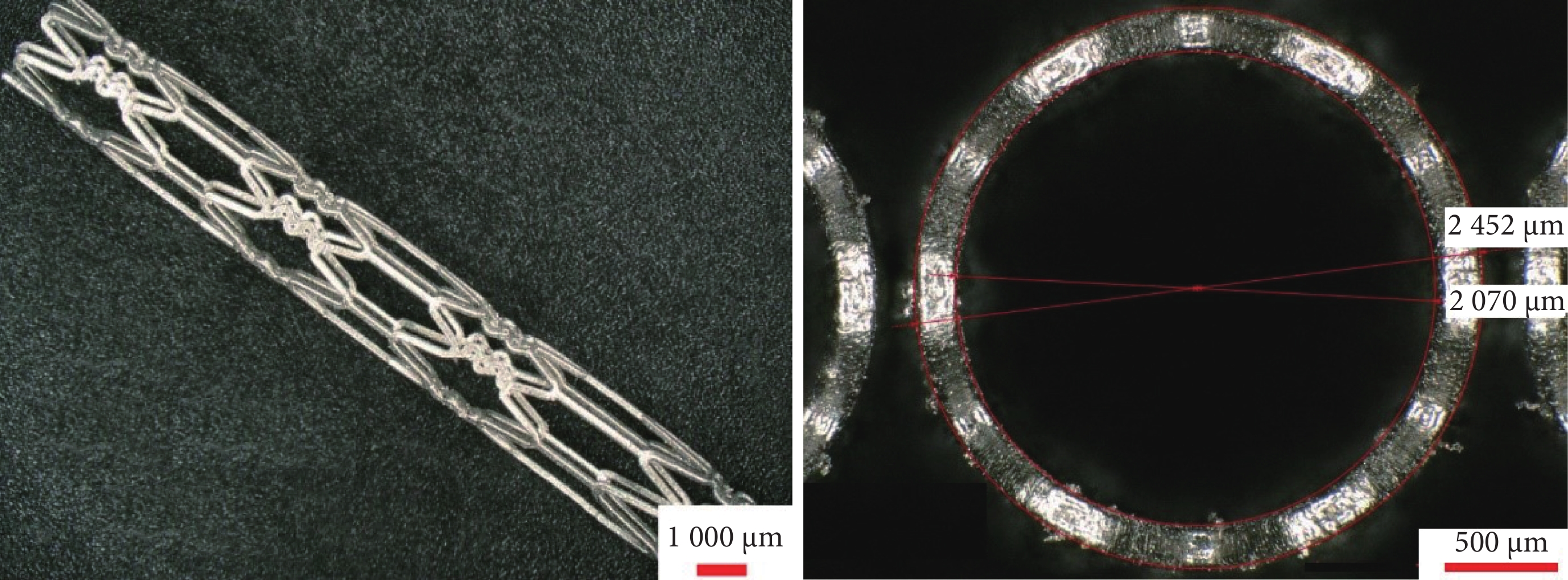
圖3為激光選區熔融技術打印的血管支架,可以看出在無額外支撐結構情況下,血管支架各結構打印完整且無宏觀缺陷,支架的外徑和內徑分別為2.45 mm和2.07 mm,相較于設計尺寸的2.40 mm和2.10 mm,存在0.05 mm和?0.03 mm的偏差。
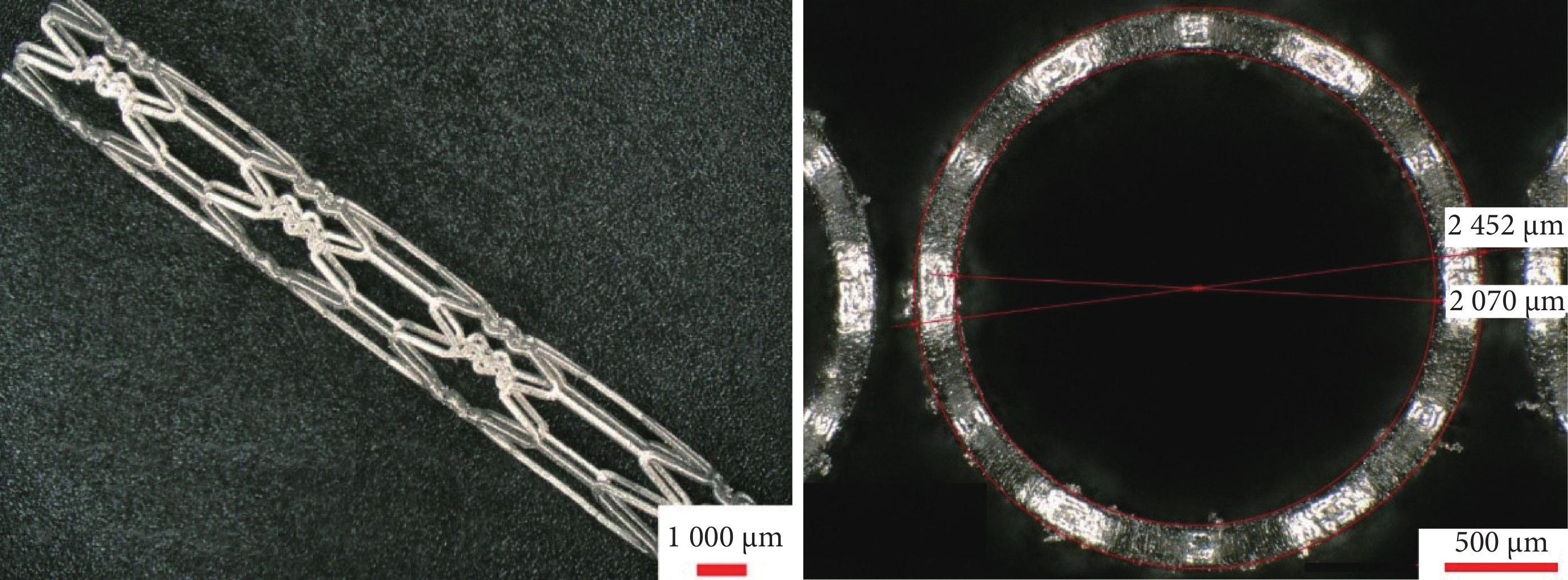 圖3
3D打印血管支架
Figure3.
3D printed stent
圖3
3D打印血管支架
Figure3.
3D printed stent
2.1.2 打印支架組織
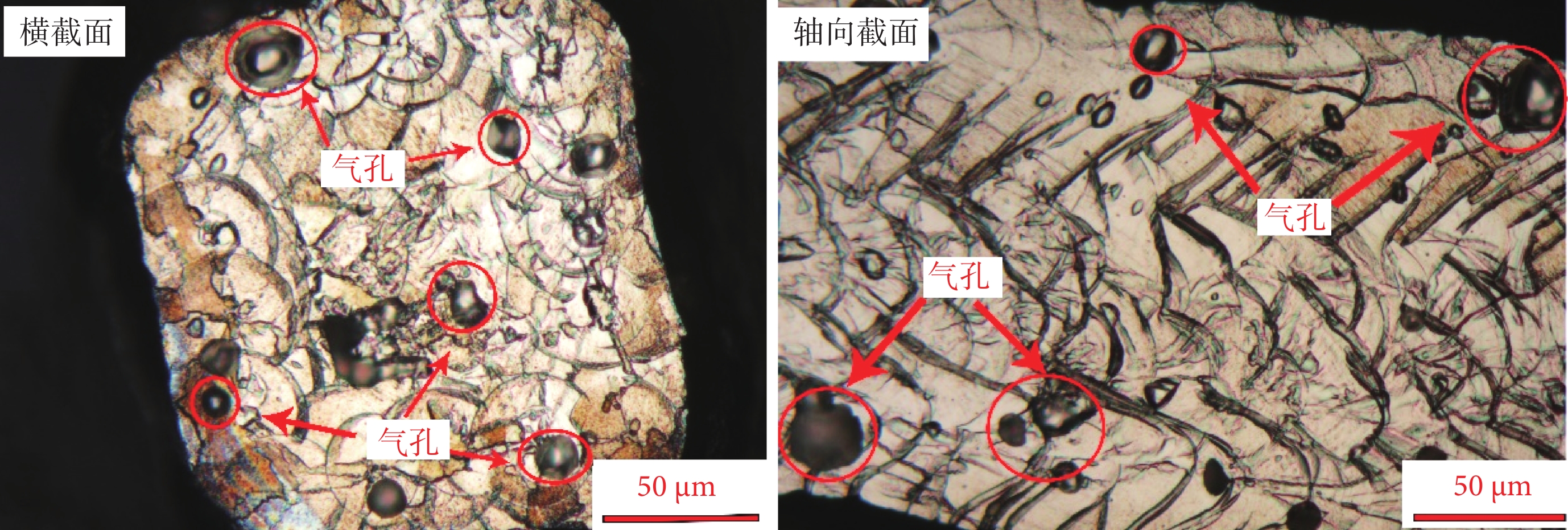
3D打印支架徑絲的金相組織如圖4所示,可以看出明顯熔池在支架內部相互交錯重疊;支架徑絲無明顯缺陷但內部存在氣孔,大部分氣孔為球型而少部分為不規則形狀,通常是能量輸入過多或者工藝條件不穩定導致氣體被困形成的[19],這些氣孔的存在會降低材料強度并影響支架的力學性能[20-21]。
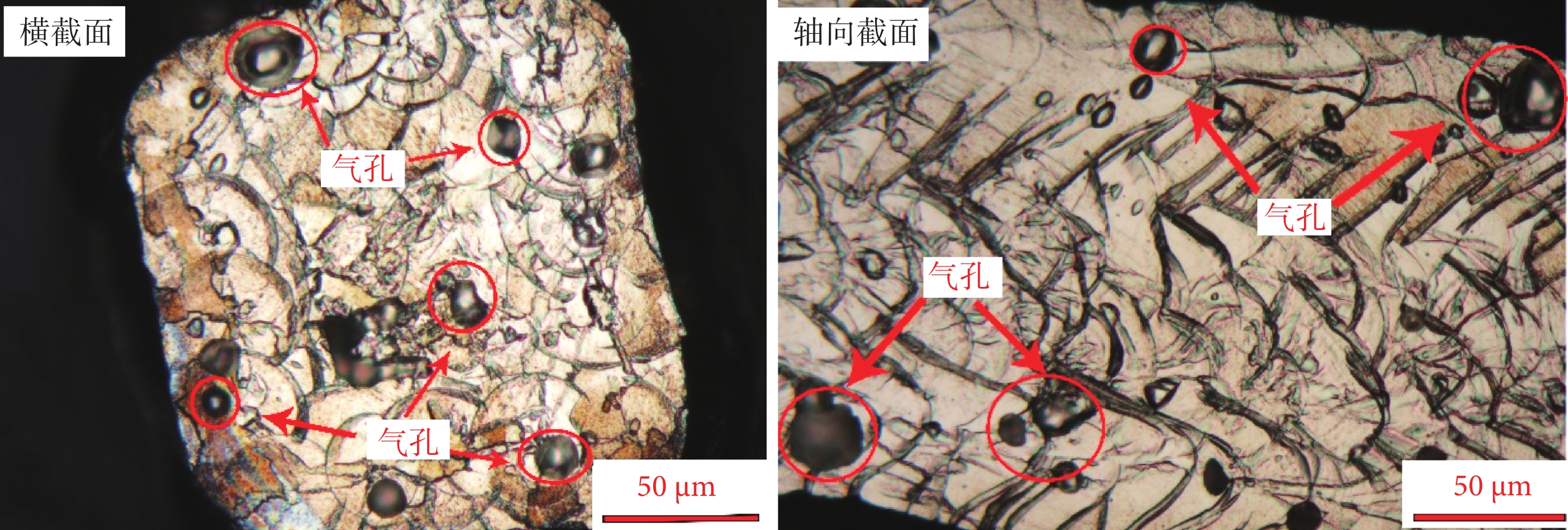 圖4
支架金相組織
Figure4.
Stent metallographic structure
圖4
支架金相組織
Figure4.
Stent metallographic structure
2.2 3D打印血管支架電解拋光
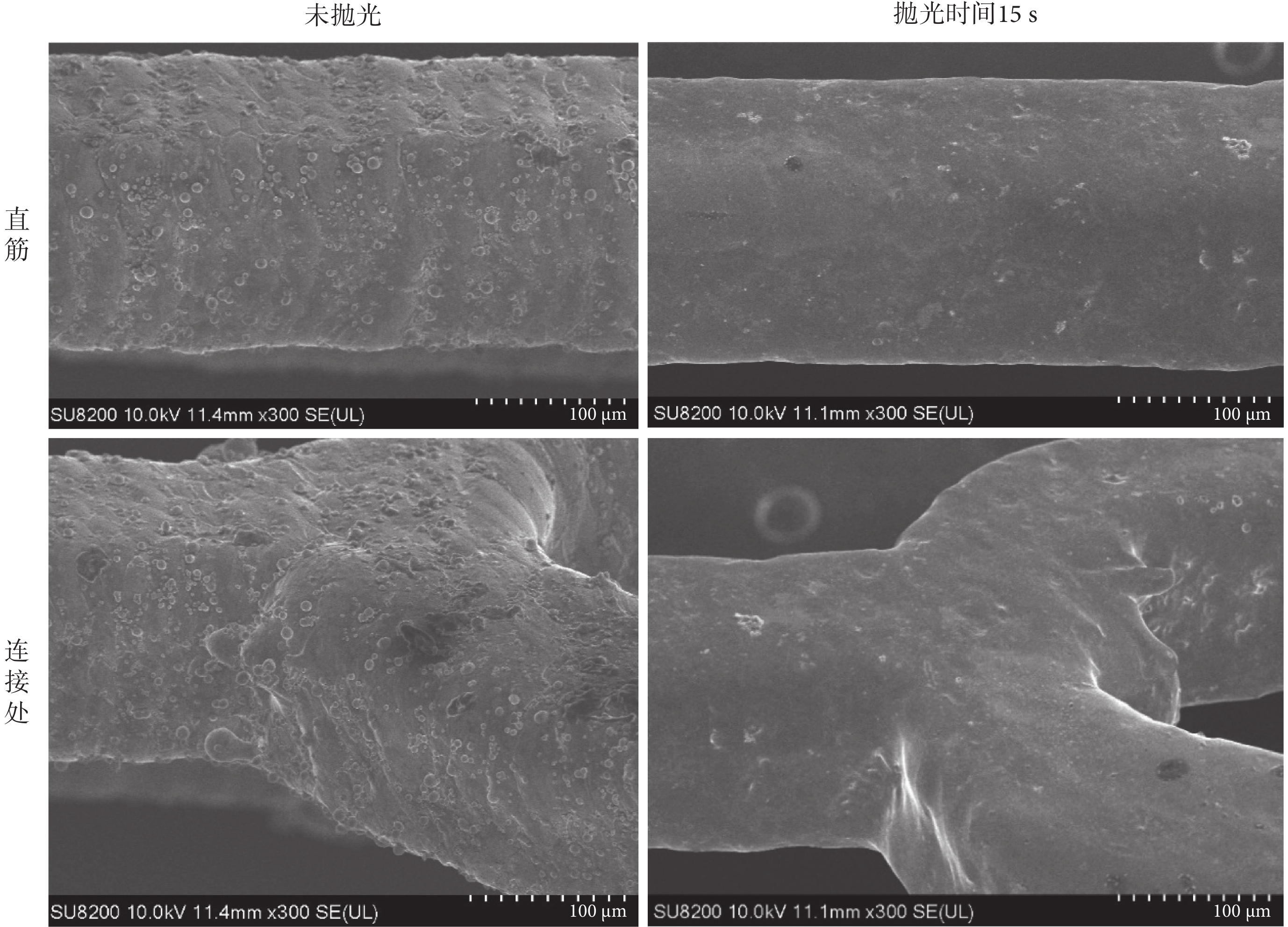
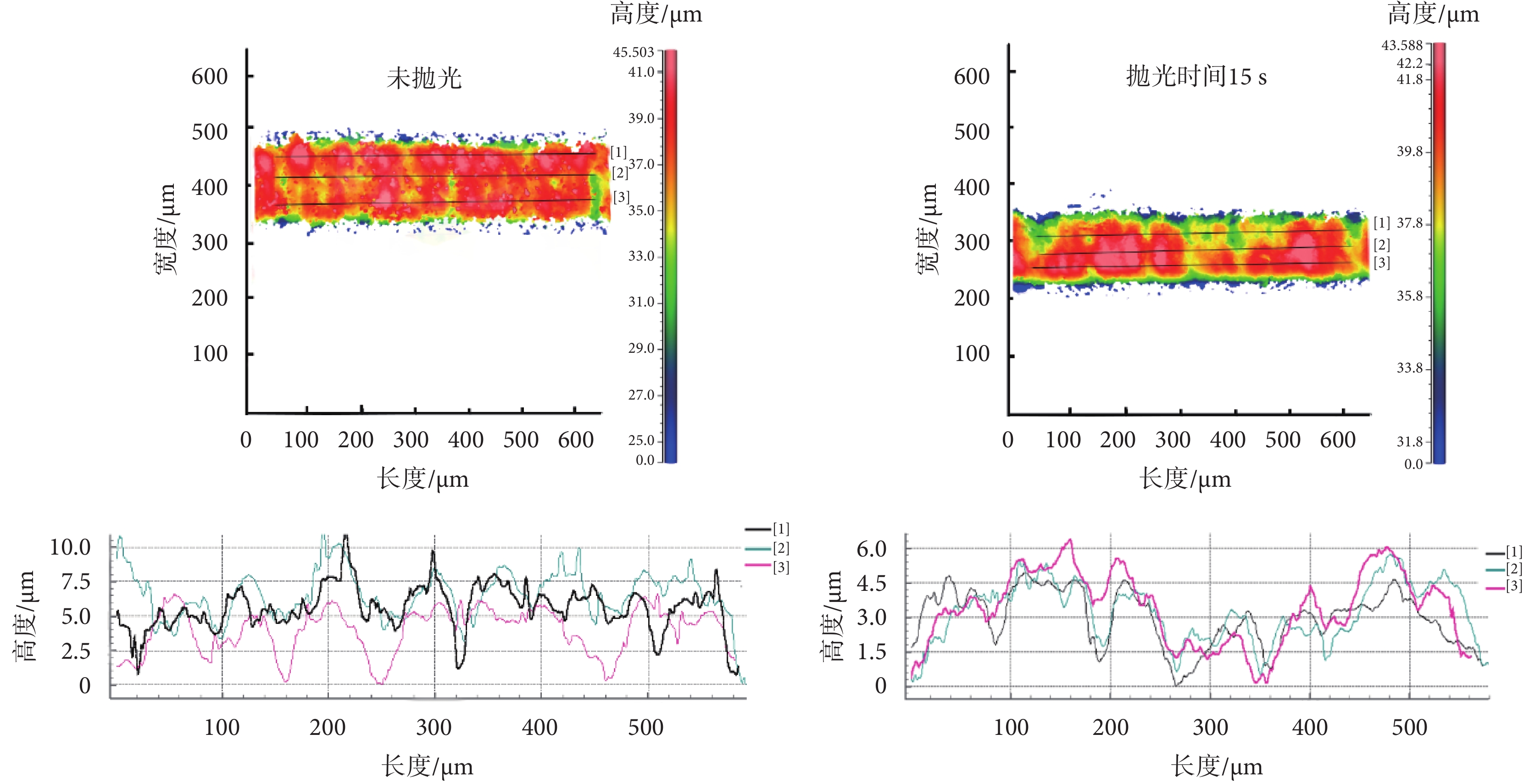
血管支架的掃描電鏡圖如圖5所示,可以看出未拋光時支架表面粘附有較多不銹鋼粉末顆粒,同時存在明顯的金屬液凝固的痕跡,主要是采用激光選區熔融的3D打印工藝制備支架時由于金屬粉末熔融后凝固產生,這些粘附顆粒和凝固痕跡對支架表面粗糙度產生較大影響。拋光后支架表面粘附的粉末顆粒被完全去除,激光熔融導致的金屬液態凝固痕跡也得到了明顯改善。支架直筋三維形貌和參數分析如圖6所示,支架表面的最大高度差由拋光前12 μm降為拋光后的6 μm,降幅達到50%,且支架表面參數分析曲線趨勢由拋光前的峰狀波動變為階梯式,三條分析曲線取平均值得出:支架表面粗糙度Ra由1.36 μm降低到0.82 μm,Rz由6.59 μm降低到2.53 μm。
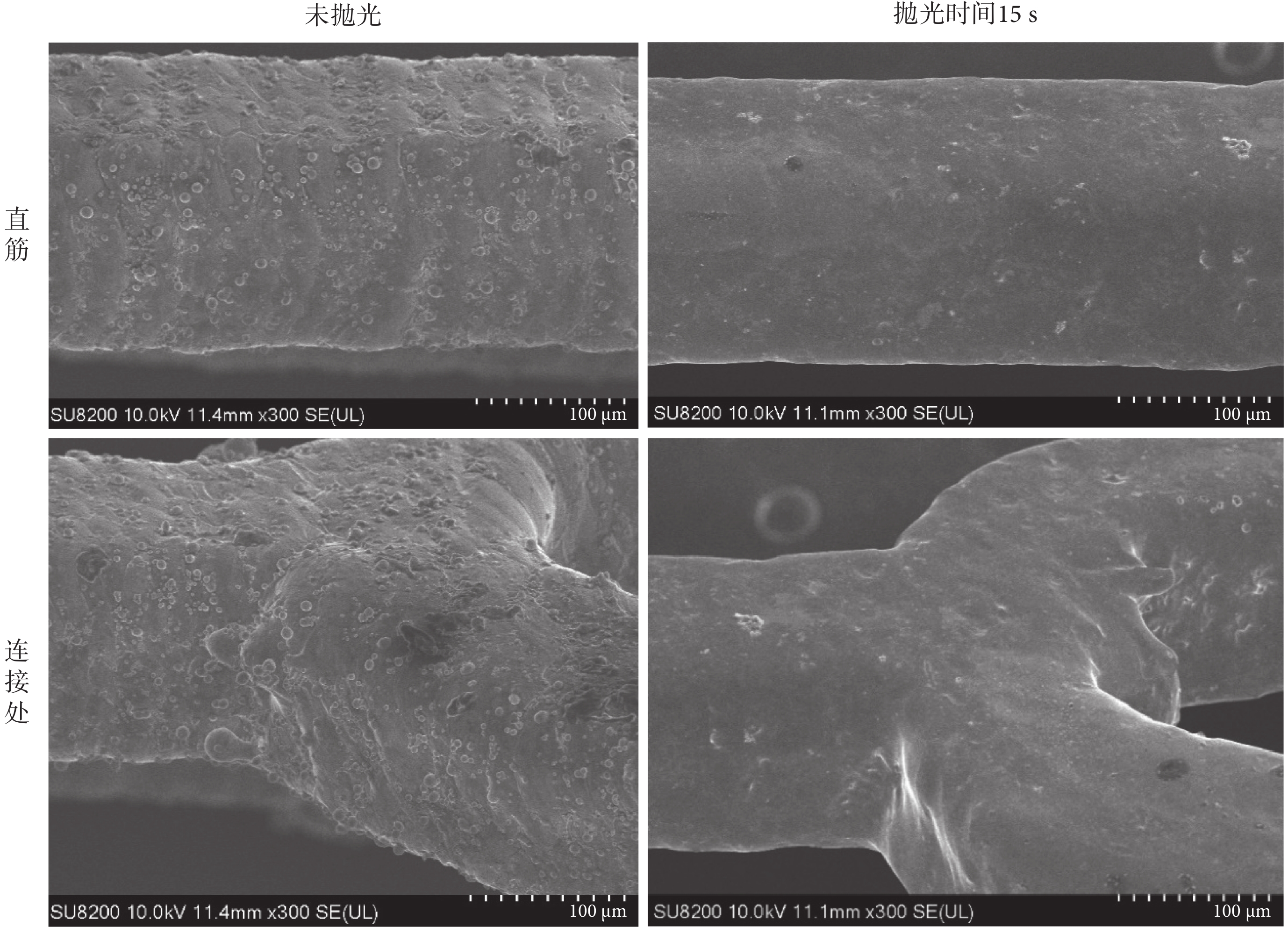 圖5
血管支架的掃描電鏡圖
Figure5.
Scanning electron microscopy images of stent
圖5
血管支架的掃描電鏡圖
Figure5.
Scanning electron microscopy images of stent
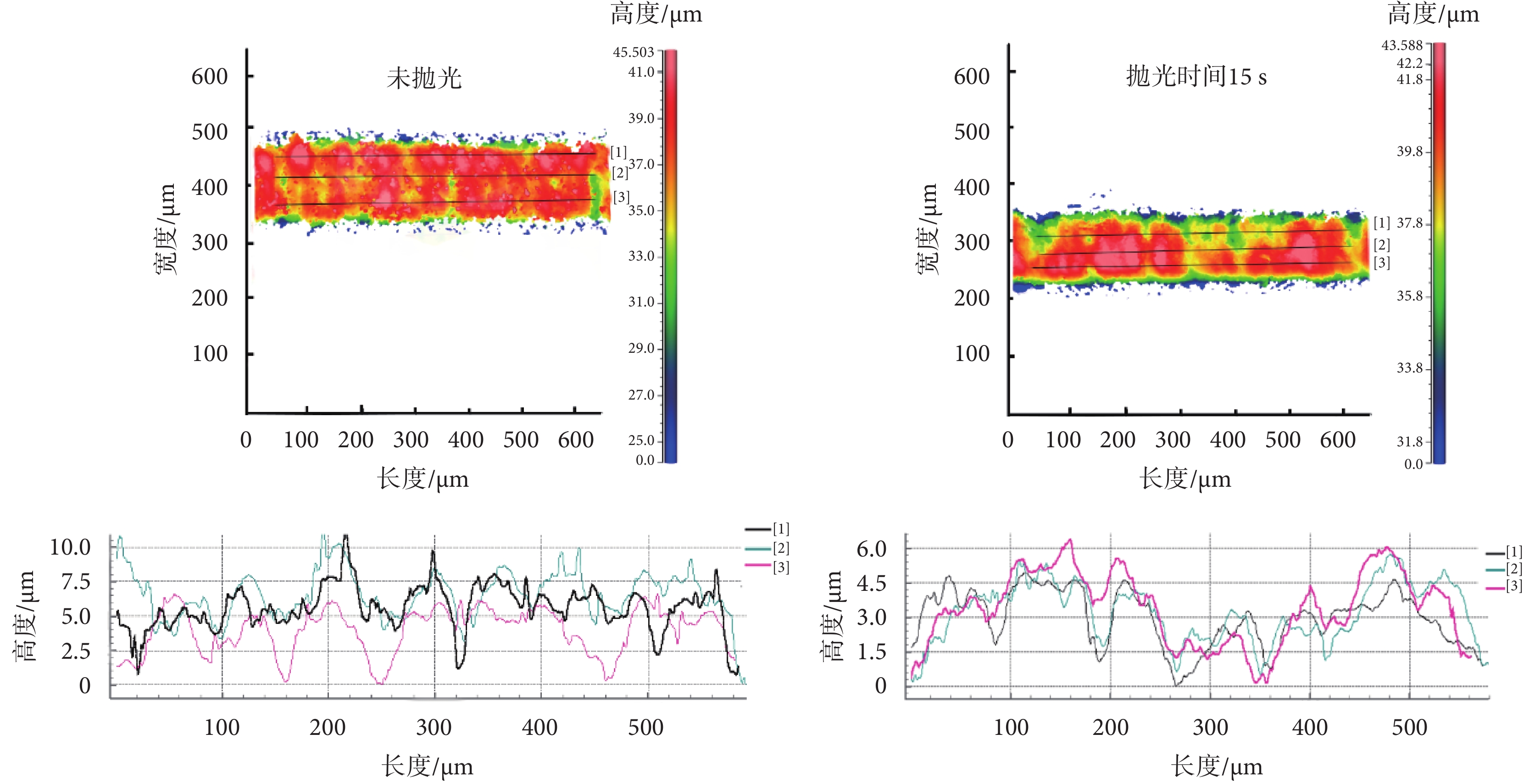 圖6
支架直筋表面的三維形貌及參數分析
Figure6.
3D topography and parameter analysis of the surface of a straight strut of the stent
圖6
支架直筋表面的三維形貌及參數分析
Figure6.
3D topography and parameter analysis of the surface of a straight strut of the stent
2.3 支架的擴張性能
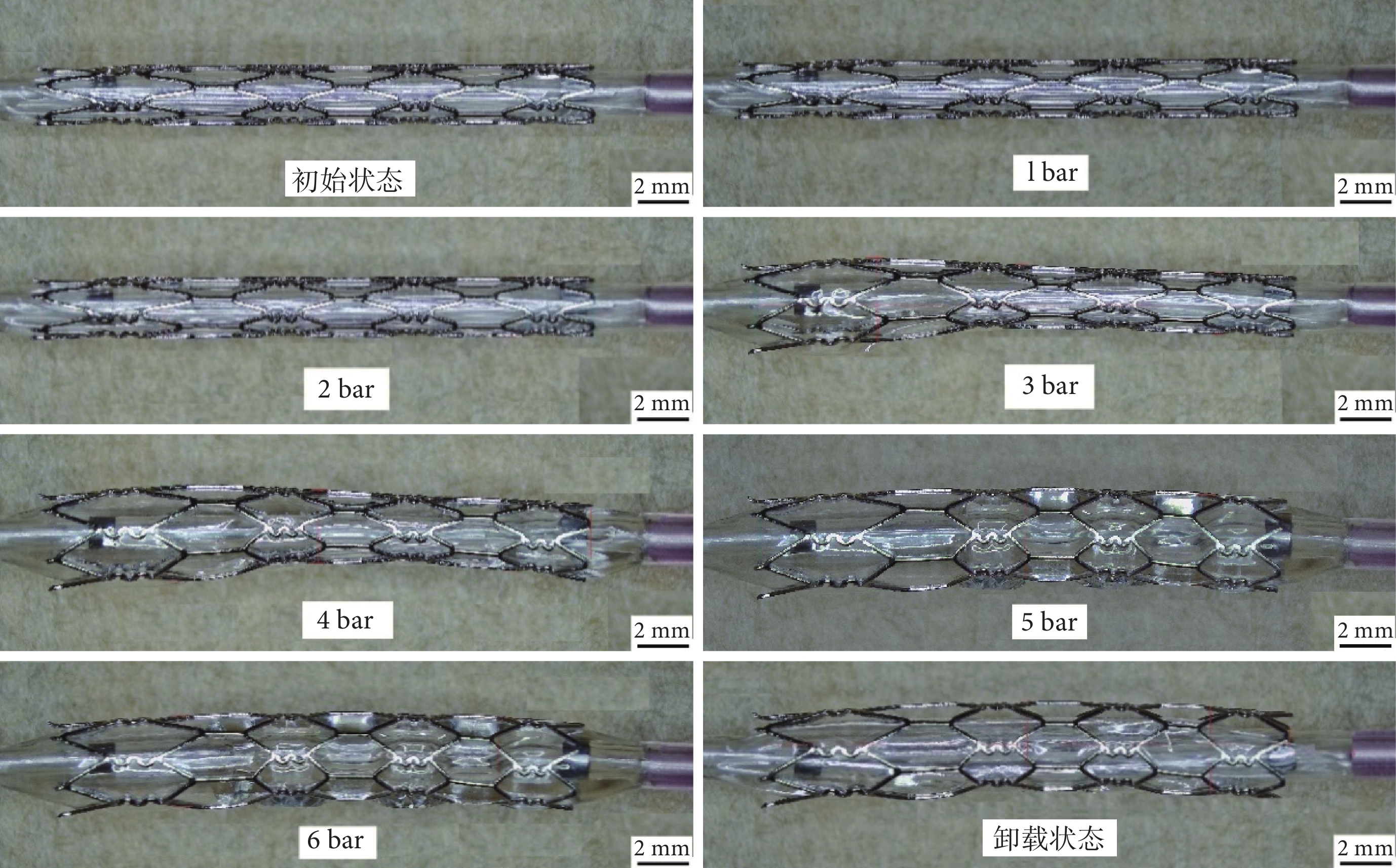
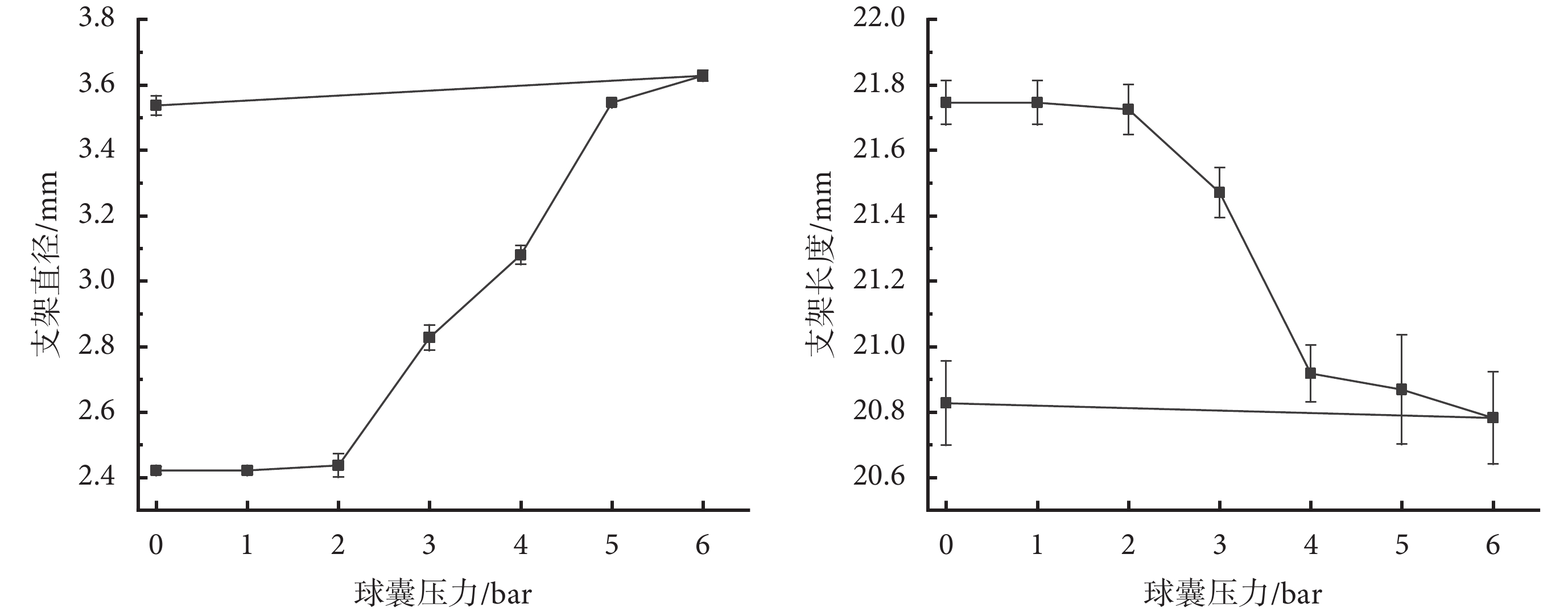
圖7為支架球囊擴張過程,圖8為支架擴張過程的外徑及軸向長度變化曲線。在球囊壓力0~2 bar時支架直徑和長度均無明顯變化;在壓力2~3 bar時支架由左端率先開始擴張,中間和右端幾乎無擴張,這可能是支架左端的彎曲連接筋在從打印基板取下時發生了形變,導致彎曲筋長度增長從而強度降低;在壓力3~4 bar時支架的中間和右端開始擴張且擴張趨勢相同;在壓力4~5 bar時支架左端擴張趨勢趨于平緩,但支架中間和右端擴張速率變大且支架整體直徑趨于一致;在達到6 bar時支架外徑由原來的2.42 mm擴張到3.63 mm,擴張率接近50%且結構無斷裂。球囊壓力卸去后,支架外徑回彈到3.54 mm,由式(1)得到支架的徑向回彈率為2.48%,這有利于支架釋放后更好地與血管壁貼合以提高支架的徑向支撐性能;支架長度由初始的21.74 mm縮短到卸載后的20.82 mm,由式(2)得到支架的軸向縮短率為4.23%,表明該支架有良好的擴張性能。
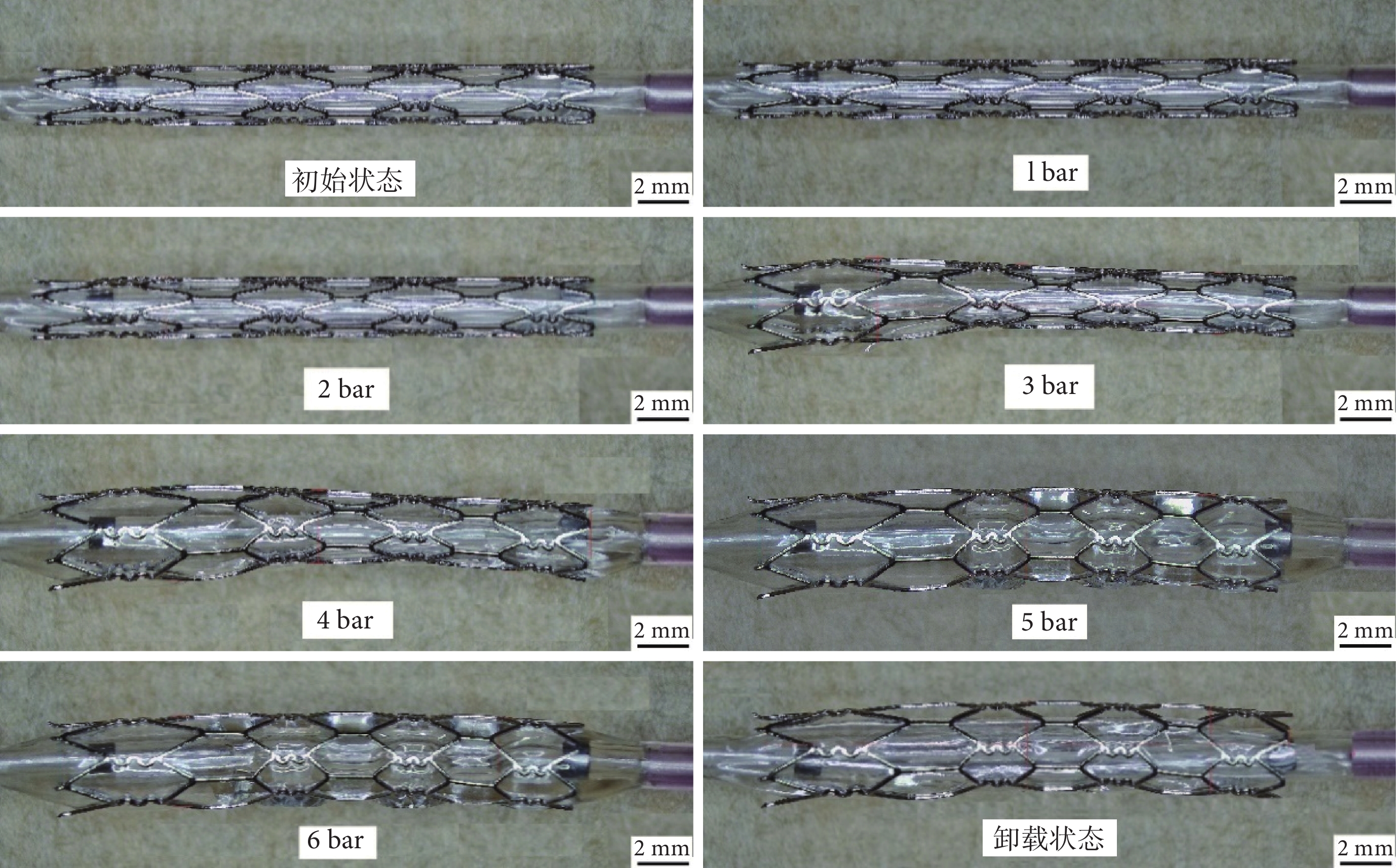 圖7
支架的球囊擴張圖
Figure7.
Expansion of the stent via balloon inflation
圖7
支架的球囊擴張圖
Figure7.
Expansion of the stent via balloon inflation
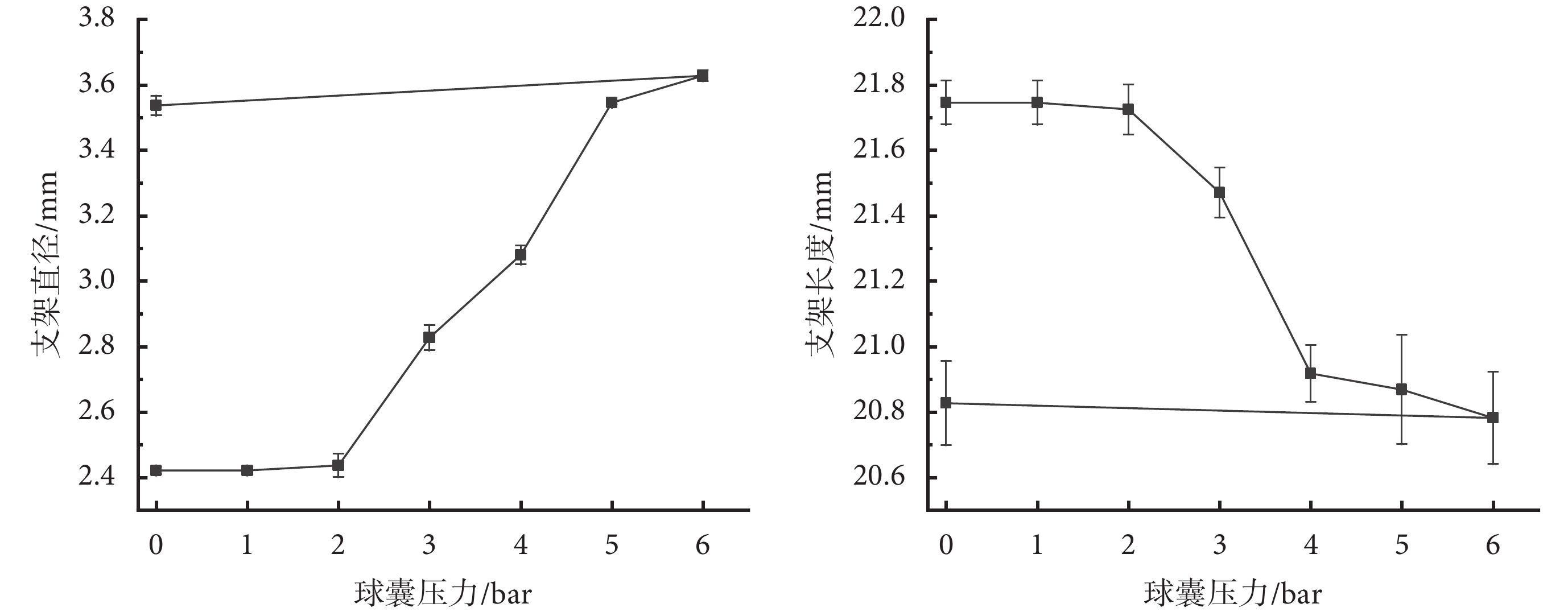 圖8
支架尺寸與球囊壓力曲線圖
Figure8.
Plot of stent size versus balloon pressure
圖8
支架尺寸與球囊壓力曲線圖
Figure8.
Plot of stent size versus balloon pressure
 |
式中,R為徑向回彈率,D為球囊擴張后的支架外徑,d為球囊卸載后的支架外徑。
 |
式中, 為軸向縮短率,L為支架初始狀態長度,L1為卸載后支架的長度[22]。
為軸向縮短率,L為支架初始狀態長度,L1為卸載后支架的長度[22]。
2.4 支架的徑向支撐力
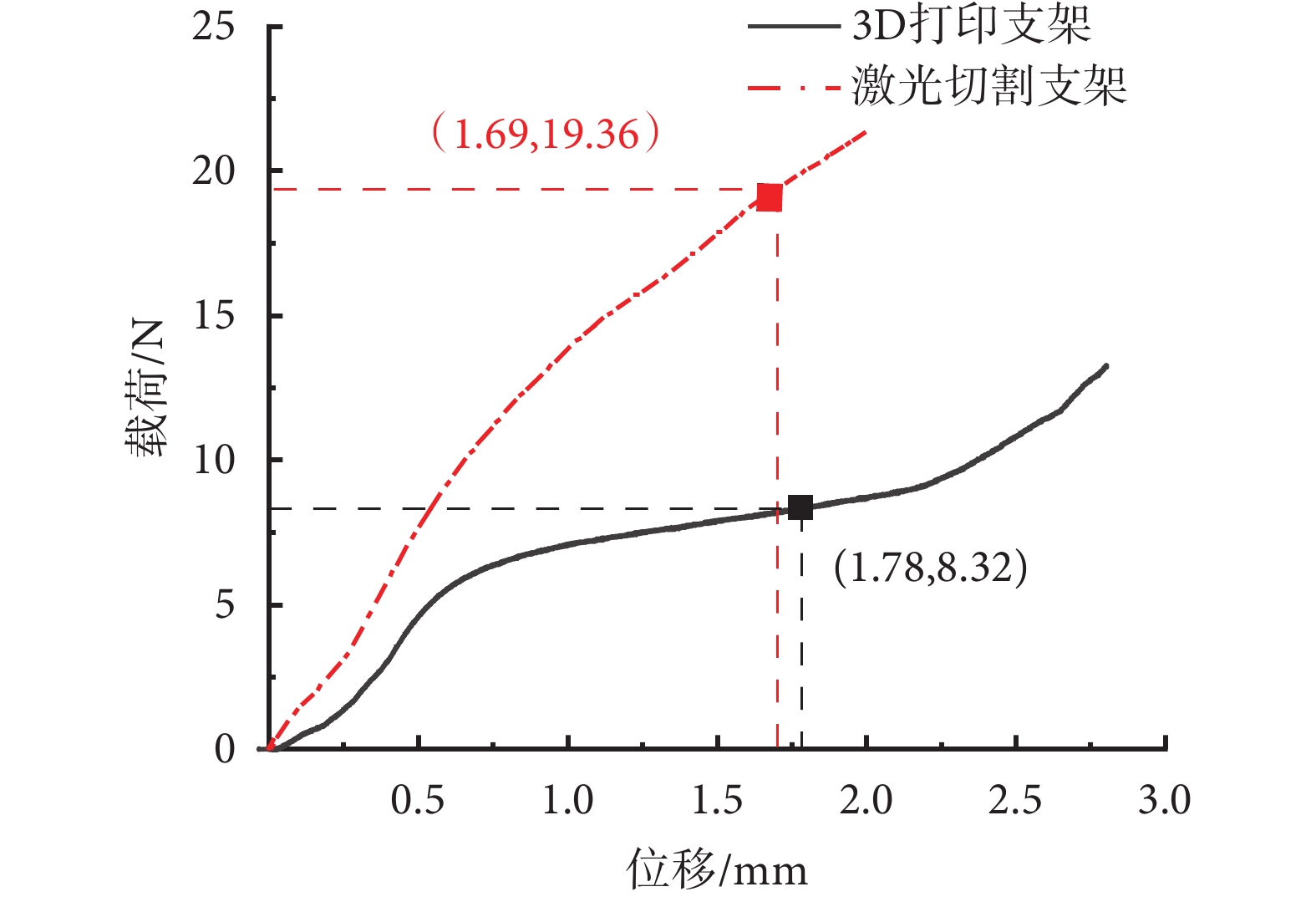
血管支架平面壓縮測試的載荷-位移曲線如圖9所示,可以看出在壓縮過程中,激光切割支架的壓縮載荷隨著下壓量增大而快速增加,而3D打印支架的壓縮載荷隨著下壓量增加,先快速增長而后趨于平緩。取壓縮量為支架外徑的一半時位移所對應的載荷為支架的徑向支撐力[11],3D打印支架的徑向支撐力為8.32 N,遠小于激光切割支架的徑向支撐力19.36 N,這可能是打印支架內部氣孔造成的材料強度不足,在后續需要不斷優化打印工藝以提高打印支架的強度。
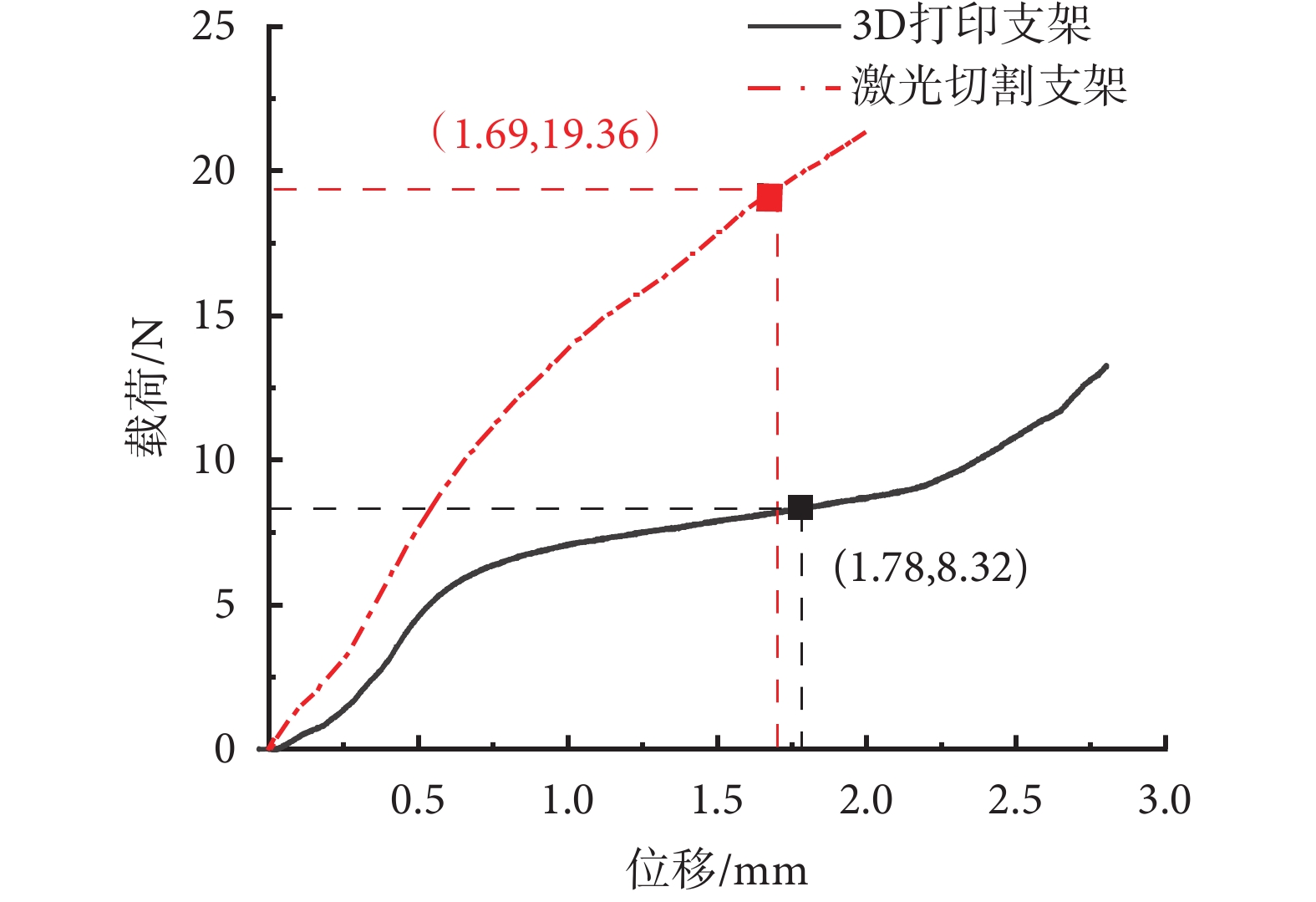 圖9
支架平面壓縮的載荷-位移曲線
Figure9.
Force-displacement curve of stent plane compression
圖9
支架平面壓縮的載荷-位移曲線
Figure9.
Force-displacement curve of stent plane compression
3 結論
本文采用激光選區熔融的3D打印技術和粉末粒徑為0~10 μm的316L不銹鋼制備了一種新型血管支架,并進行了電解拋光、球囊擴張及平面壓縮實驗。得出主要結論如下:
(1)使用0~10 μm的316L不銹鋼金屬粉末,采用激光選區熔融3D打印技術可以制備新型血管支架,新型支架結構設計合理。
(2)電解拋光可以去除表面粘附粉末顆粒,有效地改善支架的表面質量,支架表面粗糙度Ra由1.36 μm降低到0.82 μm,Rz由6.59 μm降低到2.53 μm。
(3)支架具有良好的性能,初始直徑為2.43 mm的支架在6 bar的球囊壓力下擴張到3.63 mm而沒有發生破壞;卸載后徑向回彈率為2.48%,軸向縮短率為4.23%;3D打印支架徑向支撐力為8.32 N。
重要聲明
利益沖突聲明:本文全體作者均聲明不存在利益沖突。
作者貢獻說明:陳志昂負責論文撰寫、實驗實施與數據分析等;苗京濤負責血管支架結構設計;汪琪龍負責支架的平板壓縮實驗;黃素霞負責支架3D打印及性能檢測指導;曹晶晶負責支架電化學拋光實驗設計及實施指導;李河宗負責支架結構設計、實驗方案制訂、數據分析指導等;趙利果負責支架結構設計、力學性能評估指導等;袁江永負責支架結構、表面狀態及力學性能臨床應用可能性評估指導。
0 引言
心血管疾病在我國城鎮和鄉村居民中引起的死亡占比分別為43.56%和45.91%[1],該病主要由動脈粥樣硬化造成,是血液中的脂質聚集、纖維增生、鈣質沉積和平滑肌細胞的過度增生導致血管壁增厚變硬,進而造成血管狹窄阻礙了血液的正常流通[2]。血管狹窄治療方法主要分為藥物治療、外科手術治療和介入治療,血管支架置入的介入治療是目前普遍采用的治療方法[3]。血管支架的制造方式以預制管激光切割為主,但這種方式無法適配患者千差萬別的病癥,而且熱加工產生的條紋、重鑄層、微裂紋、殘余拉伸和熔渣等熱損傷,會降低支架生物相容性,易造成炎癥和再狹窄等并發癥[4]。三維(three-dimensional,3D)打印技術可以根據病灶部位特征設計制造專屬支架,不需要預制細管及激光切割等復雜工藝,且未利用的材料可二次使用,為血管支架制造提供了新思路。
Veerubhotla等[5]采用3D打印技術制造了數百微米厚的三種水凝膠生物可降解血管支架,且具有足夠的機械強度。Wen等[6]和Demir等[7]采用激光選區熔融的3D打印技術分別制造了金屬鋅和鈷鉻合金的血管支架,但對于支架力學性能等未做進一步的研究。Finazzi等[3]使用激光選區熔融的3D打印技術制造了鈷鉻合金支架,進行了支架的電解拋光及后續的球囊擴張實驗,支架在球囊壓力0~8 bar下擴張沒有發生斷裂,表現出了良好的擴張性能。陳姍姍等[8]對金屬血管支架的臨床應用進行了分析,指出316L不銹鋼因力學性能優異、易加工及生物相容性好而被廣泛用作血管支架材料。劉磊等[9]研究了金屬支架激光切割工藝,結果表明采用316L不銹鋼材料時,其切割面上粘附的熔渣顆粒容易通過酸洗而去除。
本文設計了一種新型血管支架,選用成本較低且粘附顆粒易去除的316L不銹鋼粉末,采用激光選區熔融的3D打印技術制備,通過酸洗后的電解拋光去除表面粘附顆粒,提高表面光潔度,并且進行了球囊擴張實驗以評估拋光后支架的擴張性能及徑向回彈率和軸向縮短率,以及平面壓縮實驗以檢測支架徑向支撐性能。
1 實驗方案
1.1 血管支架制備
1.1.1 支架的設計
血管支架通常由支撐環和連接筋兩部分組成,支撐環為血管支架在血管內提供徑向支撐力,連接筋將相鄰的支撐環進行連接且會影響支架柔順性。血管支架能否在血管內服役,徑向支撐力是重要評定因素。本文所設計支架的支撐環采用6個3組支撐單元交錯排列的形式,每組支撐單元包含2個高度不同的支撐結構[10-11],支架兩端支撐環為等高結構。連接筋采用直筋與彎曲筋沿軸向間隔分布的形式。直筋結構簡單,但在支架擴張過程中不易沿軸向變形,從而使支撐環在擴張時引起的支架軸向縮短明顯;彎曲筋可以降低支架擴張時的軸向縮短。根據激光選區熔融的3D打印工藝要求:懸垂距離不超過1 mm,傾角不超過45°,橋接距離不超過4 mm[12];同時考慮激光選區熔融技術的打印精度,支架筋寬設計為0.15 mm,壁厚0.15 mm;軸向長度為19.37 mm,外徑2.4 mm,支架結構模型如圖1所示。
圖1
支架結構模型圖
Figure1.
Stent structure model diagram
1.1.2 支架的打印
使用金屬3D打印機(琛維,AIXWAY Precision 100,德國),采用同心圓掃描策略,使激光束沿著預定的軌跡運動,獲得所設計的血管支架。3D打印參數為激光功率200 W、光斑尺寸25 μm、打印速度1 200 mm/s、鋪粉厚度10 μm、316L不銹鋼粉末粒徑0~10 μm。為防止打印過程中的氧化,采用氬氣為保護氣體。
1.1.3 金相組織試樣制備
對打印完成的血管支架進行鑲嵌、研磨、拋光,并做腐蝕處理以觀察金相組織。腐蝕液為HF∶HNO3∶H2O=20∶10∶70,腐蝕方式為腐蝕面向上并完全浸入腐蝕液中浸泡30 min,然后用飽和碳酸鈉溶液清洗2~3 min以中和酸性,再用無水乙醇清洗,最后用熱風吹干[13]。
1.2 支架的拋光
血管支架的表面質量是支架應用的重要指標,良好的表面質量可以降低支架植入中的再狹窄風險,打印完成的支架表面粘附有粉末顆粒,可以通過電解拋光去除從而降低支架表面粗糙度。其具體步驟如下:
(1)支架酸洗:酸洗可以去除表面雜質和氧化物,且能夠活化金屬表面以利于拋光過程。酸洗液成分為HF∶HNO3∶H2O=3∶9∶88[14]。實驗中將支架浸泡在40 ℃恒溫水浴的酸洗液中20 min,然后用去離子水超聲清洗5 min,取出自然風干后進行電解拋光。
(2)支架拋光:采用EP-06型電解拋光腐蝕儀對支架進行電解拋光,其裝置示意圖如圖2a所示:支架作為陽極接電源正極,使用鈦管作為陰極接電源負極。由于支架是柱狀鏤空結構,為消除陰陽極形狀差異對拋光的影響,使支架拋光更均勻,陰極選用厚度3 mm、內徑為82.4 mm鈦管。為保證支架和鈦管內表面距離為40 mm[15],在鈦管上部固定了圓形透明塑料卡片,并將支架固定在鈦管軸線上,確保電解拋光時支架軸線位于陰極鈦管的中心,鈦管長度大于支架長度。電解拋光在70 ℃恒溫水浴下進行,拋光液成分為H2SO4∶H3PO4∶H2O=35∶45∶20[16-17],電壓10 V,拋光時間15 s。
圖2
實驗裝置示意圖
a. 電解拋光;b. 球囊擴張
Figure2. Schematic diagram of experimental devicea. electrolytic polishing; b. balloon expansion
(3)使用掃描電鏡(日立HITACHI,SU8200,日本)和3D表面輪廓儀(中圖儀器,Sper View W1,中國)對拋光后支架的表面形貌和粗糙度進行分析測量。
1.3 支架的球囊擴張
使用球囊擴張導管(江蘇常美醫療器械有限公司,PB-20E-0420,中國)和壓力泵(江蘇常美醫療器械有限公司,BI-20A-10,中國)對支架進行擴張,其中球囊工作壓力為8 bar,最大耐壓為10 bar,球囊最大擴張直徑為4 mm,并使用立體顯微鏡(HW4K,深圳市顯微精工科技有限公司,中國)記錄支架的擴張過程,其實驗裝置示意圖如圖2b所示。支架外徑由2.4 mm擴張到3.6 mm左右過程中,球囊內壓每增加1 bar,測量一次支架的幾何尺寸,包括支架兩端及中間直徑和支架長度。本研究對三個電解拋光后的支架進行了擴張實驗。
1.4 支架的徑向支撐
支架的徑向支撐性能是其重要性能指標,測試方法有平面壓縮法、V型槽壓縮法和徑向壓縮法。徑向壓縮法可以直接表達支架外徑與所受載荷的關系,但設備復雜且扇形塊摩擦影響精度,平面壓縮法和V型槽壓縮法所需設備簡單,成本低精度高,其中平面壓縮法更適合用于不同外徑、不同結構的支架,同時三種測試方法得到的載荷-位移曲線整體趨于一致[18],因此本試驗采用平面壓縮法測試支架的徑向支撐性能。實驗儀器為高精度生物力學試驗機(ElectroForce Systems Group,ElectroForce 3200 Series,美國),球囊擴張后的血管支架放置在支撐板上,其中上壓板以0.15 mm/min的速率向下壓縮,獲得支架平面壓縮實驗的載荷-位移曲線。同時采用激光切割方法制作了本文所設計的支架,進行球囊擴張及后續的平面壓縮實驗,與3D打印支架的徑向支撐性能進行對比。
2 結果
2.1 3D打印血管支架
2.1.1 3D打印血管支架
圖3為激光選區熔融技術打印的血管支架,可以看出在無額外支撐結構情況下,血管支架各結構打印完整且無宏觀缺陷,支架的外徑和內徑分別為2.45 mm和2.07 mm,相較于設計尺寸的2.40 mm和2.10 mm,存在0.05 mm和?0.03 mm的偏差。
圖3
3D打印血管支架
Figure3.
3D printed stent
2.1.2 打印支架組織
3D打印支架徑絲的金相組織如圖4所示,可以看出明顯熔池在支架內部相互交錯重疊;支架徑絲無明顯缺陷但內部存在氣孔,大部分氣孔為球型而少部分為不規則形狀,通常是能量輸入過多或者工藝條件不穩定導致氣體被困形成的[19],這些氣孔的存在會降低材料強度并影響支架的力學性能[20-21]。
圖4
支架金相組織
Figure4.
Stent metallographic structure
2.2 3D打印血管支架電解拋光
血管支架的掃描電鏡圖如圖5所示,可以看出未拋光時支架表面粘附有較多不銹鋼粉末顆粒,同時存在明顯的金屬液凝固的痕跡,主要是采用激光選區熔融的3D打印工藝制備支架時由于金屬粉末熔融后凝固產生,這些粘附顆粒和凝固痕跡對支架表面粗糙度產生較大影響。拋光后支架表面粘附的粉末顆粒被完全去除,激光熔融導致的金屬液態凝固痕跡也得到了明顯改善。支架直筋三維形貌和參數分析如圖6所示,支架表面的最大高度差由拋光前12 μm降為拋光后的6 μm,降幅達到50%,且支架表面參數分析曲線趨勢由拋光前的峰狀波動變為階梯式,三條分析曲線取平均值得出:支架表面粗糙度Ra由1.36 μm降低到0.82 μm,Rz由6.59 μm降低到2.53 μm。
圖5
血管支架的掃描電鏡圖
Figure5.
Scanning electron microscopy images of stent
圖6
支架直筋表面的三維形貌及參數分析
Figure6.
3D topography and parameter analysis of the surface of a straight strut of the stent
2.3 支架的擴張性能
圖7為支架球囊擴張過程,圖8為支架擴張過程的外徑及軸向長度變化曲線。在球囊壓力0~2 bar時支架直徑和長度均無明顯變化;在壓力2~3 bar時支架由左端率先開始擴張,中間和右端幾乎無擴張,這可能是支架左端的彎曲連接筋在從打印基板取下時發生了形變,導致彎曲筋長度增長從而強度降低;在壓力3~4 bar時支架的中間和右端開始擴張且擴張趨勢相同;在壓力4~5 bar時支架左端擴張趨勢趨于平緩,但支架中間和右端擴張速率變大且支架整體直徑趨于一致;在達到6 bar時支架外徑由原來的2.42 mm擴張到3.63 mm,擴張率接近50%且結構無斷裂。球囊壓力卸去后,支架外徑回彈到3.54 mm,由式(1)得到支架的徑向回彈率為2.48%,這有利于支架釋放后更好地與血管壁貼合以提高支架的徑向支撐性能;支架長度由初始的21.74 mm縮短到卸載后的20.82 mm,由式(2)得到支架的軸向縮短率為4.23%,表明該支架有良好的擴張性能。
圖7
支架的球囊擴張圖
Figure7.
Expansion of the stent via balloon inflation
圖8
支架尺寸與球囊壓力曲線圖
Figure8.
Plot of stent size versus balloon pressure
|
式中,R為徑向回彈率,D為球囊擴張后的支架外徑,d為球囊卸載后的支架外徑。
|
式中,為軸向縮短率,L為支架初始狀態長度,L1為卸載后支架的長度[22]。
2.4 支架的徑向支撐力
血管支架平面壓縮測試的載荷-位移曲線如圖9所示,可以看出在壓縮過程中,激光切割支架的壓縮載荷隨著下壓量增大而快速增加,而3D打印支架的壓縮載荷隨著下壓量增加,先快速增長而后趨于平緩。取壓縮量為支架外徑的一半時位移所對應的載荷為支架的徑向支撐力[11],3D打印支架的徑向支撐力為8.32 N,遠小于激光切割支架的徑向支撐力19.36 N,這可能是打印支架內部氣孔造成的材料強度不足,在后續需要不斷優化打印工藝以提高打印支架的強度。
圖9
支架平面壓縮的載荷-位移曲線
Figure9.
Force-displacement curve of stent plane compression
3 結論
本文采用激光選區熔融的3D打印技術和粉末粒徑為0~10 μm的316L不銹鋼制備了一種新型血管支架,并進行了電解拋光、球囊擴張及平面壓縮實驗。得出主要結論如下:
(1)使用0~10 μm的316L不銹鋼金屬粉末,采用激光選區熔融3D打印技術可以制備新型血管支架,新型支架結構設計合理。
(2)電解拋光可以去除表面粘附粉末顆粒,有效地改善支架的表面質量,支架表面粗糙度Ra由1.36 μm降低到0.82 μm,Rz由6.59 μm降低到2.53 μm。
(3)支架具有良好的性能,初始直徑為2.43 mm的支架在6 bar的球囊壓力下擴張到3.63 mm而沒有發生破壞;卸載后徑向回彈率為2.48%,軸向縮短率為4.23%;3D打印支架徑向支撐力為8.32 N。
重要聲明
利益沖突聲明:本文全體作者均聲明不存在利益沖突。
作者貢獻說明:陳志昂負責論文撰寫、實驗實施與數據分析等;苗京濤負責血管支架結構設計;汪琪龍負責支架的平板壓縮實驗;黃素霞負責支架3D打印及性能檢測指導;曹晶晶負責支架電化學拋光實驗設計及實施指導;李河宗負責支架結構設計、實驗方案制訂、數據分析指導等;趙利果負責支架結構設計、力學性能評估指導等;袁江永負責支架結構、表面狀態及力學性能臨床應用可能性評估指導。