

本研究旨在評價軟組織高頻焊接儀閉合小腸的可行性及有效性。取100根豬小腸隨機分為實驗組與對照組,每組50根。實驗組使用焊接儀閉合小腸,測量閉合腸管所用時間、熱損傷范圍、閉合處最高溫度和閉合后腸管爆破壓,并取閉合處組織進行病理切片檢查;對照組采用手工縫合法閉合小腸,記錄閉合腸管時間和閉合處爆破壓。結果發現軟組織高頻焊接儀閉合新鮮豬小腸50根,閉合成功率達100%,兩組閉合腸管時間、爆破壓差異存在統計學意義(P<0.01)。閉合處主要病理改變為組織的急性熱損傷及壓力損傷。結果表明軟組織高頻焊接儀閉合小腸具有較高的可行性。
引用本文: 周華彬, 韓帥, 陳軍, 黃德群, 彭亮, 寧晶璇, 厲周. 應用軟組織高頻焊接儀閉合小腸的可行性研究. 生物醫學工程學雜志, 2014, 31(6): 1332-1335. doi: 10.7507/1001-5515.20140252 復制
版權信息: ?四川大學華西醫院華西期刊社《生物醫學工程學雜志》版權所有,未經授權不得轉載、改編
引言
隨著外科技術的不斷進步與發展,新的吻合器械不斷問世,傳統的純手工閉合腸管已滿足不了胃腸外科的發展要求。自Jain和Gorish采用激光焊接小血管成功以來,國內外學者開展了大量相關的動物實驗和臨床試驗,目前利用激光焊接技術可進行小血管、神經、膽管、腸管以及皮膚等組織的焊接[1-6]。但激光焊接溫度難以控制,容易造成軟組織燒傷且激光只能凝集細胞間的蛋白質,連接強度不足,采用激光作為媒介的焊接吻合技術仍舊困難重重,尚不具備充分的可靠性。
活體軟組織高頻焊接技術是20世紀90 年代初烏克蘭巴頓焊接研究所提出的一種創新的無縫線吻合技術。它集切割、止血、焊接為一體,主要通過精確控制高頻電流作用于軟組織的溫度和時間,使細胞膜破裂釋出蛋白,通過加壓、加熱使蛋白質熱變性后凝集,實現切口的焊接吻合。迄今為止,烏克蘭科學院與巴頓焊接研究所和美國CSMG公司已研發出多種高頻焊接吻合設備,在烏克蘭開始應用于臨床外科,如肺葉切除、消化道吻合等,而我國已開展使用軟組織高頻焊接技術進行外科手術的基礎研究。本實驗通過對軟組織高頻焊接儀閉合豬小腸的可靠性進行研究,為下一步動物實驗提供科學依據。
1 材料與方法
1.1 材料與設備
高頻焊接儀 (EKVZ-300 PATONMED,烏克蘭國家科學研究院科技聯合“E.O. 巴頓電氣焊接研究院”),精密壓力計(AZ82100壓力表,臺灣衡欣科技股份有限公司),紅外熱像儀(NEC AVIO TVS-500EX,上海匯分電子科技有限公司),電子秒表,新鮮豬小腸100根。
1.2 實驗方法
1.2.1 焊接儀閉合腸管的時間
新鮮豬小腸100根,隨機分成實驗組(焊接組)和對照組(手工縫合組),每組50根。實驗組在高頻焊接儀(如圖 1所示)的自動焊接模式下閉合小腸。在自動焊接過程中,設備先輸出440 kHz的脈沖電流,檢測焊接組織之間的阻抗、組織類型等物理參數,然后根據檢測的結果自動設置合適的焊接功率及焊接時間,焊接所用的電流頻率為440 kHz或66 kHz。用秒表測量從第一次激發焊接到腸管閉合處透光為止所需總時間,定義為閉合腸管所用的時間。
 圖1
軟組織高頻焊接儀
Figure1.
High-frequency welding device
圖1
軟組織高頻焊接儀
Figure1.
High-frequency welding device
1.2.2 焊接儀閉合腸管的溫度及損傷范圍
使用紅外熱像儀測量閉合過程的溫度變化,閉合過程中測得的最高溫度定義為閉合處最高溫度。閉合完成后,在光學顯微鏡下測量以焊接部位為中心向腸管兩邊延伸的損傷范圍,即病理狀態下的熱損傷范圍。
1.2.3 手工縫合閉合腸管的時間
對照組使用傳統手工縫合法閉合小腸,手術縫合操作由單人完成,記錄閉合所用的時間。
1.2.4 爆破壓測量
兩組實驗均在小腸閉合完成后立即進行爆破壓測試,腸管開口端插入醫用導管并結扎固定,導管另一端連接三通管,三通管的另外兩端分別連接輸液器及數顯氣壓儀,用60 mL注射器以恒定速率往腸管內注入氣體,直到腸管閉合端破裂漏氣,漏氣瞬間的氣壓值定義為爆破壓,記錄此時氣壓儀顯示的數值。若爆破壓數值大于人體回腸最高峰壓力值15.4 mm Hg[7],則判斷為閉合成功,每組閉合成功的腸管數與該組閉合腸管總數之比為閉合成功率。
1.2.5 病理學檢查
實驗組腸管爆破壓試驗完成后,再行一次閉合,距離閉合部位1 cm處剪斷腸管,甲醛緩沖液固定,石蠟包埋,縱行及橫行切片,蘇木精-伊紅(hematoxylin-eosin staining,HE )染色,觀察閉合處腸壁對合嚴密程度及組織損傷的病理學改變。
1.3 統計學處理
所有實驗數據統一使用SPSS 13.0統計軟件包進行統計學分析。計量資料用均數±標準差(
2 結果
2.1 軟組織高頻焊接儀閉合小腸的可靠性
實驗組閉合小腸50根,閉合成功率100%,閉合結果如表 1所示。
2.2 實驗組與對照組比較
實驗組閉合腸管時間明顯低于對照組,腸管爆破壓明顯小于對照組,差異均有統計學意義(P<0.01),如表 2所示。
2.3 軟組織高頻焊接儀工作時的溫度變化走勢
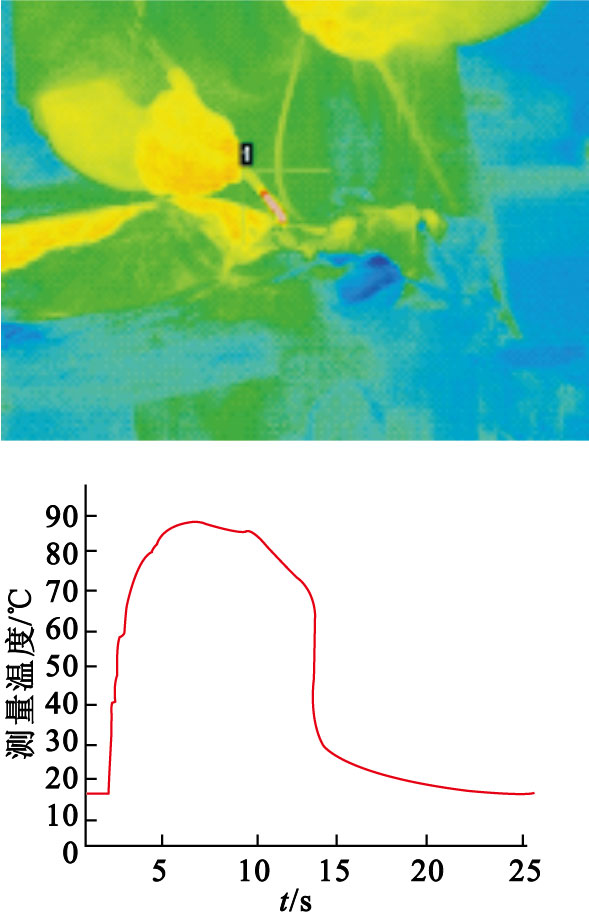
實驗組焊接最高溫度波動范圍為47.90~88.40 ℃,平均最高溫度為65.91 ℃,如圖 2所示。上圖為實驗人員進行閉合豬小腸時的焊接儀的熱成像,圖中1號區域為焊接儀焊頭。下圖為工作時的溫度走勢。
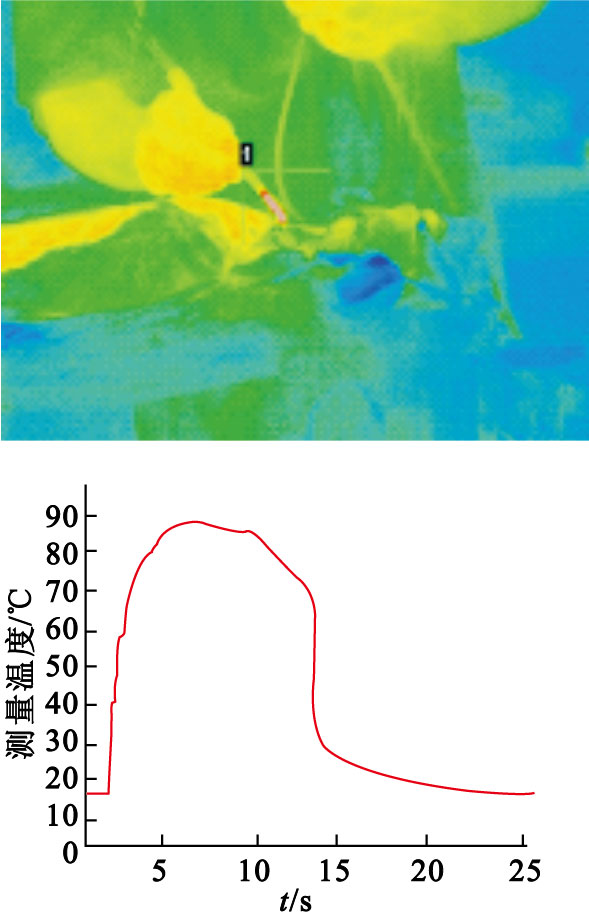 圖2
紅外熱像儀測量溫度變化情況
Figure2.
Temperature measurement by using thermal infrared imager
圖2
紅外熱像儀測量溫度變化情況
Figure2.
Temperature measurement by using thermal infrared imager
2.4 軟組織高頻焊接儀閉合小腸的組織損傷程度
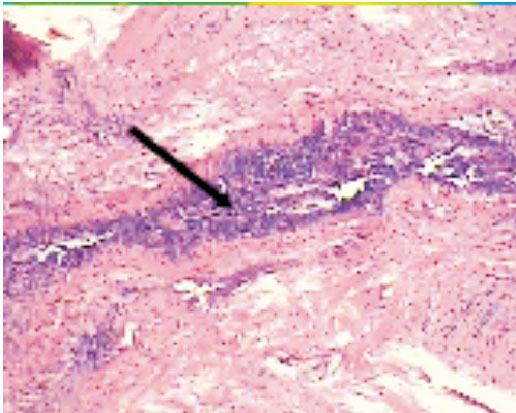
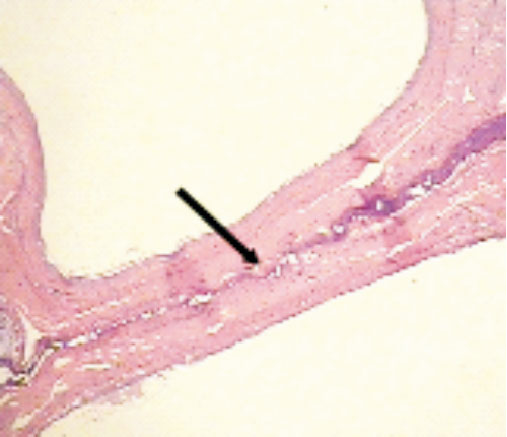
光學顯微鏡下,高頻焊接儀閉合腸管的主要病理改變為急性熱損傷及壓力損傷,表現為組織細胞蛋白變性、凝固性壞死及玻璃樣變,組織結構被破壞,細胞界限不清,細胞核固縮、溶解或消失(如圖 3箭頭所示),焊接處兩側腸黏膜粘合緊密(如圖 4箭頭所示)。
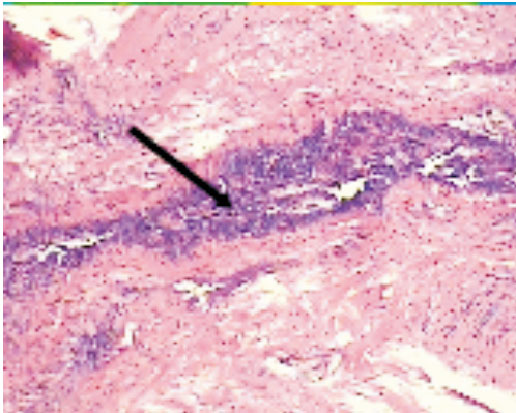 圖3
閉合處表現為細胞蛋白變性、凝固性壞死及玻璃樣變(40 ×)
Figure3.
Pathological changes of the sealed ends mainly presented as albuminous degeneration and coagulative necrosis (40 ×)
圖3
閉合處表現為細胞蛋白變性、凝固性壞死及玻璃樣變(40 ×)
Figure3.
Pathological changes of the sealed ends mainly presented as albuminous degeneration and coagulative necrosis (40 ×)
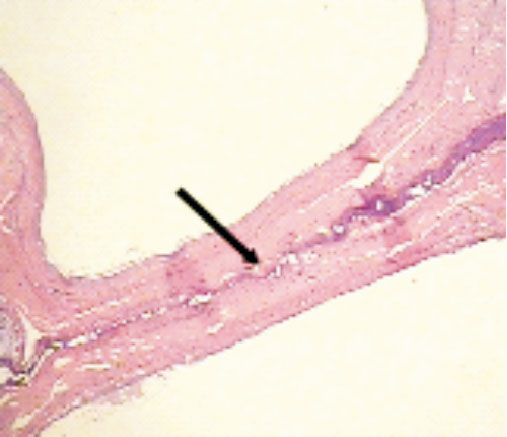 圖4
閉合處兩層腸黏膜粘合嚴密(40 ×)
Figure4.
Two layers of mucosa of small bowels were tightly closed in welding area (40 ×)
圖4
閉合處兩層腸黏膜粘合嚴密(40 ×)
Figure4.
Two layers of mucosa of small bowels were tightly closed in welding area (40 ×)
3 討論
正常人體腸道中存在一定量的氣體,維持著一定的腸腔壓力,Abbott等報告人小腸基礎壓為6.2~7.7 mm Hg,Fink報告正常人體回腸腔內基礎壓力為6.9 mm Hg,而最高峰壓不超過15.4 mm Hg。本實驗組成功閉合豬小腸50根,爆破壓為(86.28±20.89) mm Hg,低于對照組爆破壓(161.34±19.49)mm Hg;而實驗組閉合時間為(140.30±36.69)s,也明顯少于對照組的閉合時間(293.84±50.25)s。兩組爆破壓均超過正常人體小腸腔內壓力峰值,一定程度上保證了吻合的質量,具有臨床意義。與對照組相比,實驗組能明顯縮短閉合時間,并能簡化一些手術操作,具有省時、方便的優勢。Santini等[8]利用結扎束(LigaSure)血管閉合系統及直線切割閉合器閉合豬小腸,測得閉合端的爆破壓分別為(74.1±5.5) mm Hg和(75.8±5.9) mm Hg;Sodergren等[9]采用內鏡下切割閉合器閉合豬直腸的實驗中測得閉合端的爆破壓范圍為22~70 mm Hg,中位數為37.5 mm Hg;Arnold等[10]用直線型切割閉合器閉合兩組豬小腸,在閉合端測得的爆破壓分別為(125±24) mm Hg(閉合完成后在閉合端涂一層生物蛋白膠)和(58.4±28) mm Hg(單純切割閉合,閉合端未作其它處理)。本文中,實驗焊接組爆破壓為(86.28±20.89)mm Hg,與上述學者實驗數據相比具有一定的優勢。
各種能量設備在簡化手術過程的同時,會對組織產生一定程度的熱損傷。Landman等[11]研究發現雙極電刀產生的熱損傷范圍為2~6 mm。Campbell等[12]研究發現,LigaSure 產生的熱損傷范圍平均值為4.4 mm。本實驗焊接組平均熱損傷范圍為4.49 mm(3.10~5.97 mm)。Kim等[13]曾對三種血管閉合設備進行熱損傷比較分析,其中超聲刀(Harmonic ACE)產生的中心溫度最高,為(195.9±14.5) ℃,LigaSure的最高溫度為(96.4±4.1) ℃,plasma trisector的最高溫度為(87±2.2) ℃。本實驗焊接組焊接最高溫度波動范圍為47.90~88.40 ℃,平均最高溫度為65.91 ℃,低于以上三種設備的工作溫度。而在正常生理狀態下,溫度達到45 ℃,蛋白質開始變性;當溫度升至60~80 ℃時,細胞開始壞死[14-16],因此本實驗數據提示軟組織高頻焊接儀閉合小腸具有較高的可行性。
本實驗的局限性在于與國外相關實驗數據比較時,由于不是同一批樣本,數值的大小只能作為一定參考,同時實驗對象是離體新鮮豬小腸,豬小腸與人體小腸存在一定差異,且缺乏術后情況的跟蹤觀察,不能說明術后閉合處腸管的慢性反應以及安全性。但是,本實驗為以后進一步研究軟組織高頻焊接技術的動物實驗打下了較好的基礎。
目前,國內外消化道重建手術大多使用專用吻合器,價格昂貴,在使用過程中也會出現切割不完整、釘合不完全、吻合部位缺血或出血、吻合口瘺、吻合口狹窄等問題[17-18]。軟組織焊接設備集切割、止血、焊接功能為一體,可以縮短手術時間、提高手術效率、降低醫療成本,對于緩解我國醫療成本壓力和提高全民醫療水平具有重要意義。本研究為國內首次報道使用軟組織高頻焊接技術進行腸管閉合,為下一步動物實驗提供了科學依據,為軟組織高頻焊接技術的臨床應用研究奠定了基礎。
引言
隨著外科技術的不斷進步與發展,新的吻合器械不斷問世,傳統的純手工閉合腸管已滿足不了胃腸外科的發展要求。自Jain和Gorish采用激光焊接小血管成功以來,國內外學者開展了大量相關的動物實驗和臨床試驗,目前利用激光焊接技術可進行小血管、神經、膽管、腸管以及皮膚等組織的焊接[1-6]。但激光焊接溫度難以控制,容易造成軟組織燒傷且激光只能凝集細胞間的蛋白質,連接強度不足,采用激光作為媒介的焊接吻合技術仍舊困難重重,尚不具備充分的可靠性。
活體軟組織高頻焊接技術是20世紀90 年代初烏克蘭巴頓焊接研究所提出的一種創新的無縫線吻合技術。它集切割、止血、焊接為一體,主要通過精確控制高頻電流作用于軟組織的溫度和時間,使細胞膜破裂釋出蛋白,通過加壓、加熱使蛋白質熱變性后凝集,實現切口的焊接吻合。迄今為止,烏克蘭科學院與巴頓焊接研究所和美國CSMG公司已研發出多種高頻焊接吻合設備,在烏克蘭開始應用于臨床外科,如肺葉切除、消化道吻合等,而我國已開展使用軟組織高頻焊接技術進行外科手術的基礎研究。本實驗通過對軟組織高頻焊接儀閉合豬小腸的可靠性進行研究,為下一步動物實驗提供科學依據。
1 材料與方法
1.1 材料與設備
高頻焊接儀 (EKVZ-300 PATONMED,烏克蘭國家科學研究院科技聯合“E.O. 巴頓電氣焊接研究院”),精密壓力計(AZ82100壓力表,臺灣衡欣科技股份有限公司),紅外熱像儀(NEC AVIO TVS-500EX,上海匯分電子科技有限公司),電子秒表,新鮮豬小腸100根。
1.2 實驗方法
1.2.1 焊接儀閉合腸管的時間
新鮮豬小腸100根,隨機分成實驗組(焊接組)和對照組(手工縫合組),每組50根。實驗組在高頻焊接儀(如圖 1所示)的自動焊接模式下閉合小腸。在自動焊接過程中,設備先輸出440 kHz的脈沖電流,檢測焊接組織之間的阻抗、組織類型等物理參數,然后根據檢測的結果自動設置合適的焊接功率及焊接時間,焊接所用的電流頻率為440 kHz或66 kHz。用秒表測量從第一次激發焊接到腸管閉合處透光為止所需總時間,定義為閉合腸管所用的時間。
圖1
軟組織高頻焊接儀
Figure1.
High-frequency welding device
1.2.2 焊接儀閉合腸管的溫度及損傷范圍
使用紅外熱像儀測量閉合過程的溫度變化,閉合過程中測得的最高溫度定義為閉合處最高溫度。閉合完成后,在光學顯微鏡下測量以焊接部位為中心向腸管兩邊延伸的損傷范圍,即病理狀態下的熱損傷范圍。
1.2.3 手工縫合閉合腸管的時間
對照組使用傳統手工縫合法閉合小腸,手術縫合操作由單人完成,記錄閉合所用的時間。
1.2.4 爆破壓測量
兩組實驗均在小腸閉合完成后立即進行爆破壓測試,腸管開口端插入醫用導管并結扎固定,導管另一端連接三通管,三通管的另外兩端分別連接輸液器及數顯氣壓儀,用60 mL注射器以恒定速率往腸管內注入氣體,直到腸管閉合端破裂漏氣,漏氣瞬間的氣壓值定義為爆破壓,記錄此時氣壓儀顯示的數值。若爆破壓數值大于人體回腸最高峰壓力值15.4 mm Hg[7],則判斷為閉合成功,每組閉合成功的腸管數與該組閉合腸管總數之比為閉合成功率。
1.2.5 病理學檢查
實驗組腸管爆破壓試驗完成后,再行一次閉合,距離閉合部位1 cm處剪斷腸管,甲醛緩沖液固定,石蠟包埋,縱行及橫行切片,蘇木精-伊紅(hematoxylin-eosin staining,HE )染色,觀察閉合處腸壁對合嚴密程度及組織損傷的病理學改變。
1.3 統計學處理
所有實驗數據統一使用SPSS 13.0統計軟件包進行統計學分析。計量資料用均數±標準差(
2 結果
2.1 軟組織高頻焊接儀閉合小腸的可靠性
實驗組閉合小腸50根,閉合成功率100%,閉合結果如表 1所示。
2.2 實驗組與對照組比較
實驗組閉合腸管時間明顯低于對照組,腸管爆破壓明顯小于對照組,差異均有統計學意義(P<0.01),如表 2所示。
2.3 軟組織高頻焊接儀工作時的溫度變化走勢
實驗組焊接最高溫度波動范圍為47.90~88.40 ℃,平均最高溫度為65.91 ℃,如圖 2所示。上圖為實驗人員進行閉合豬小腸時的焊接儀的熱成像,圖中1號區域為焊接儀焊頭。下圖為工作時的溫度走勢。
圖2
紅外熱像儀測量溫度變化情況
Figure2.
Temperature measurement by using thermal infrared imager
2.4 軟組織高頻焊接儀閉合小腸的組織損傷程度
光學顯微鏡下,高頻焊接儀閉合腸管的主要病理改變為急性熱損傷及壓力損傷,表現為組織細胞蛋白變性、凝固性壞死及玻璃樣變,組織結構被破壞,細胞界限不清,細胞核固縮、溶解或消失(如圖 3箭頭所示),焊接處兩側腸黏膜粘合緊密(如圖 4箭頭所示)。
圖3
閉合處表現為細胞蛋白變性、凝固性壞死及玻璃樣變(40 ×)
Figure3.
Pathological changes of the sealed ends mainly presented as albuminous degeneration and coagulative necrosis (40 ×)
圖4
閉合處兩層腸黏膜粘合嚴密(40 ×)
Figure4.
Two layers of mucosa of small bowels were tightly closed in welding area (40 ×)
3 討論
正常人體腸道中存在一定量的氣體,維持著一定的腸腔壓力,Abbott等報告人小腸基礎壓為6.2~7.7 mm Hg,Fink報告正常人體回腸腔內基礎壓力為6.9 mm Hg,而最高峰壓不超過15.4 mm Hg。本實驗組成功閉合豬小腸50根,爆破壓為(86.28±20.89) mm Hg,低于對照組爆破壓(161.34±19.49)mm Hg;而實驗組閉合時間為(140.30±36.69)s,也明顯少于對照組的閉合時間(293.84±50.25)s。兩組爆破壓均超過正常人體小腸腔內壓力峰值,一定程度上保證了吻合的質量,具有臨床意義。與對照組相比,實驗組能明顯縮短閉合時間,并能簡化一些手術操作,具有省時、方便的優勢。Santini等[8]利用結扎束(LigaSure)血管閉合系統及直線切割閉合器閉合豬小腸,測得閉合端的爆破壓分別為(74.1±5.5) mm Hg和(75.8±5.9) mm Hg;Sodergren等[9]采用內鏡下切割閉合器閉合豬直腸的實驗中測得閉合端的爆破壓范圍為22~70 mm Hg,中位數為37.5 mm Hg;Arnold等[10]用直線型切割閉合器閉合兩組豬小腸,在閉合端測得的爆破壓分別為(125±24) mm Hg(閉合完成后在閉合端涂一層生物蛋白膠)和(58.4±28) mm Hg(單純切割閉合,閉合端未作其它處理)。本文中,實驗焊接組爆破壓為(86.28±20.89)mm Hg,與上述學者實驗數據相比具有一定的優勢。
各種能量設備在簡化手術過程的同時,會對組織產生一定程度的熱損傷。Landman等[11]研究發現雙極電刀產生的熱損傷范圍為2~6 mm。Campbell等[12]研究發現,LigaSure 產生的熱損傷范圍平均值為4.4 mm。本實驗焊接組平均熱損傷范圍為4.49 mm(3.10~5.97 mm)。Kim等[13]曾對三種血管閉合設備進行熱損傷比較分析,其中超聲刀(Harmonic ACE)產生的中心溫度最高,為(195.9±14.5) ℃,LigaSure的最高溫度為(96.4±4.1) ℃,plasma trisector的最高溫度為(87±2.2) ℃。本實驗焊接組焊接最高溫度波動范圍為47.90~88.40 ℃,平均最高溫度為65.91 ℃,低于以上三種設備的工作溫度。而在正常生理狀態下,溫度達到45 ℃,蛋白質開始變性;當溫度升至60~80 ℃時,細胞開始壞死[14-16],因此本實驗數據提示軟組織高頻焊接儀閉合小腸具有較高的可行性。
本實驗的局限性在于與國外相關實驗數據比較時,由于不是同一批樣本,數值的大小只能作為一定參考,同時實驗對象是離體新鮮豬小腸,豬小腸與人體小腸存在一定差異,且缺乏術后情況的跟蹤觀察,不能說明術后閉合處腸管的慢性反應以及安全性。但是,本實驗為以后進一步研究軟組織高頻焊接技術的動物實驗打下了較好的基礎。
目前,國內外消化道重建手術大多使用專用吻合器,價格昂貴,在使用過程中也會出現切割不完整、釘合不完全、吻合部位缺血或出血、吻合口瘺、吻合口狹窄等問題[17-18]。軟組織焊接設備集切割、止血、焊接功能為一體,可以縮短手術時間、提高手術效率、降低醫療成本,對于緩解我國醫療成本壓力和提高全民醫療水平具有重要意義。本研究為國內首次報道使用軟組織高頻焊接技術進行腸管閉合,為下一步動物實驗提供了科學依據,為軟組織高頻焊接技術的臨床應用研究奠定了基礎。